Section 18: BODY
PA1562
65
16.2 WELDING OF JOINT BETWEEN WHITE SAFETY STRIP AND “TARABUS” FLOOR COVERING
1. Pre-heat welding torch;
Set welding torch to position #4.5 (temperature of 500 °C),
Heating time: 5 minutes.
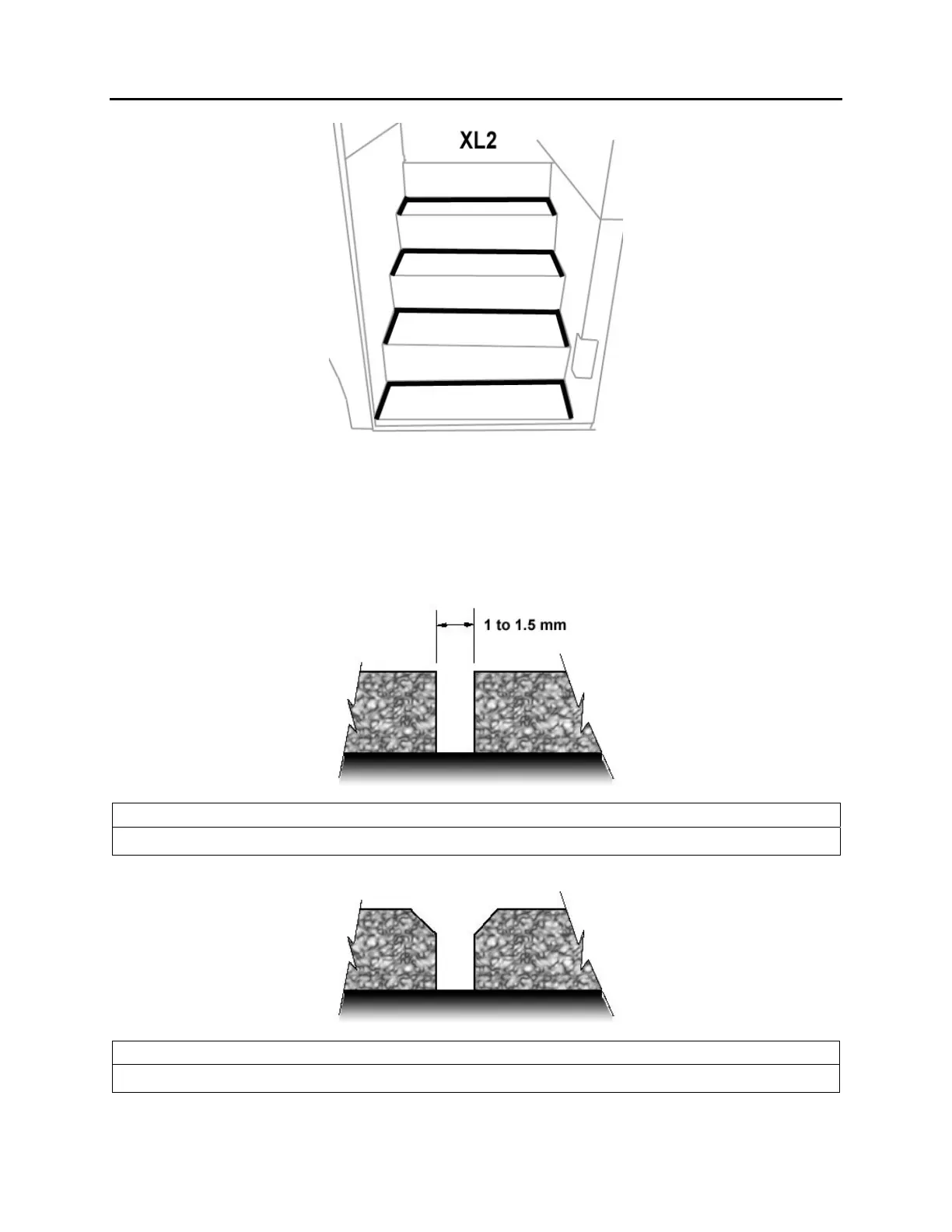
2. Before welding, visually ensure that a 1 to 1.5 mm gap exists between white safety strip and
“Tarabus” floor covering. Use a knife if this is not the case.
NOTE
There should be no excess of adhesive on top of surfaces, clean if required using “All-Sol”.
3. Chamfer the joint.
NOTE
The chamfer width must always be less than the filler bead diameter (between 2.5 and 3 mm).