Function Manual
164 01/2017
defined gear stage. If a spindle speed exceeding the maximum speed of the permanently defined gear stage is programmed,
the speed is limited to the maximum speed of this gear stage and the IS "Programmed speed too high" (DB390x.DBX2001.1)
is enabled. If a speed is programmed lower than the minimum speed of this gear stage, the speed is raised to this speed.
The IS "Setpoint speed increased" (DB390x.DBX2001.2) is then enabled.
M40 in the part program causes the gear stage to be selected automatically by the control. The control checks which gear
stage is possible for the programmed spindle speed (S function). If the suggested gear stage is not equal to the current
(actual) gear stage, the IS "Change gear" (DB390x.DBX2000.3) and the IS "Set gear stage A to C" (DB390x.DBX2000.0
to .2) are enabled.
The automatic gear stage selection function initially compares the programmed spindle speed with the minimum and
maximum speed of the current gear stage. If the comparison is positive, a new gear stage is not defined. If the comparison is
negative, the comparison is performed on each of the gear stages (starting with gear stage 1) until the result is positive. If
the comparison in the 5th gear stage is also not positive, no gear stage change is triggered. If necessary the speed is limited
to the maximum speed of the current gear stage or increased to the minimum speed of the current gear stage, and the IS
"Setpoint speed limited" (DB390x.DBX2001.1) or IS "Setpoint speed increased" (DB390x.DBX2001.2) is enabled.
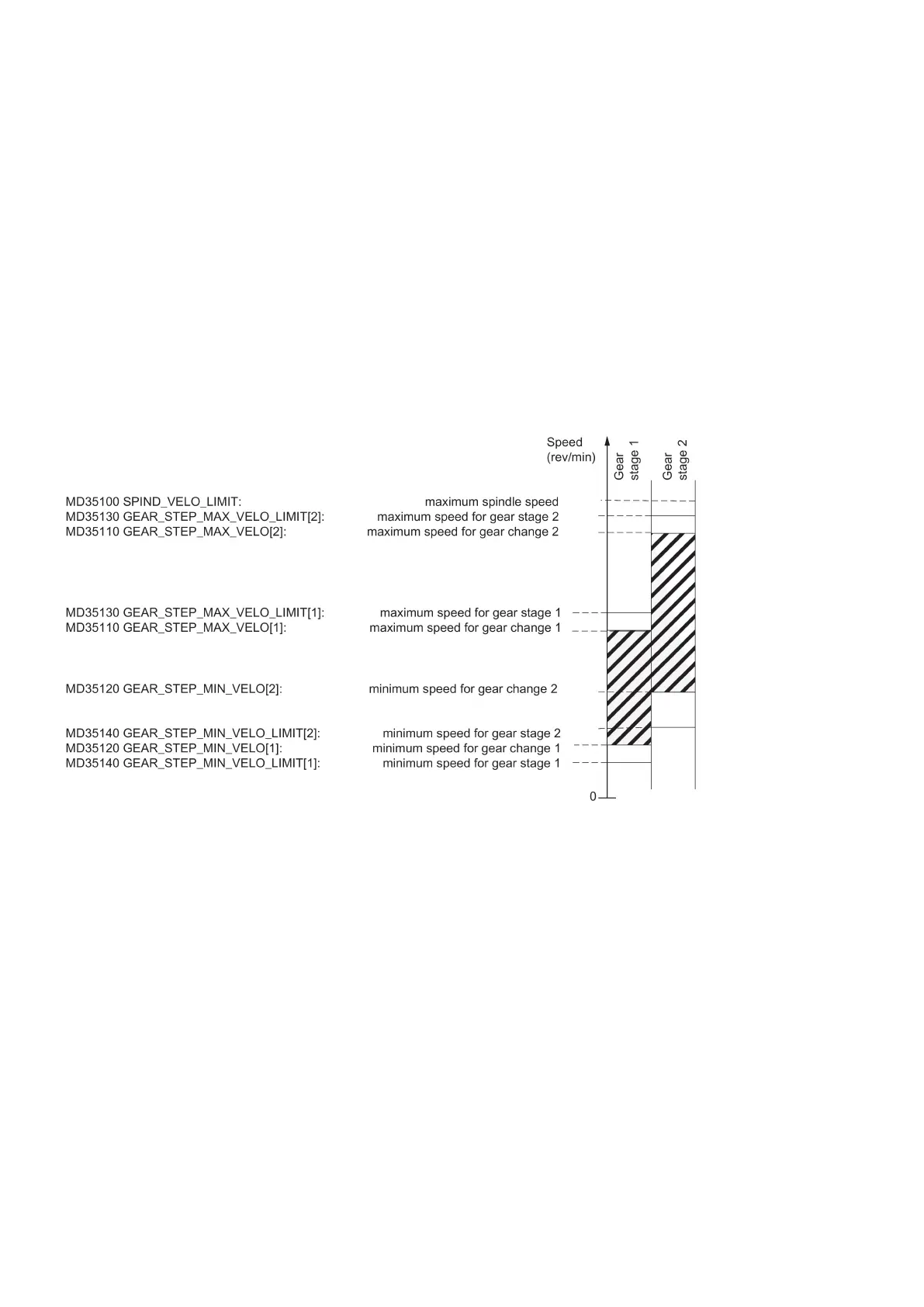
Example for speed ranges for automatic gear stage selection (M40):
A new gear stage can only be selected when the spindle is stationary.
The spindle is stopped internally in the control if a gear stage change is requested. If the new gear stage is preselected by
M40 and spindle speed or M41 to M45, the IS "Set gear stage A" to "...C" (DB390x.DBX2000.0 to .2) and the IS "Change
gear" (DB390x.DBX2000.4) are set. At the point when the IS "Oscillation speed" (DB380x.DBX2002.5) is enabled, the
spindle decelerates to a stop with the acceleration for oscillation or with the acceleration for speed control / position control.
The next block in the part program
the gear stage change via M40 and S value or M41 to M45 is not performed (same
effect as if the IS "Read-in disable" (DB3200.DBX0006.1) were enabled).
When stationary the spindle (IS "Axis/spindle stationary" (DB390x.DBX0001.4)) can be activated with the IS "Oscillation
speed" (DB380x.DBX2002.5) (see Section "Spindle oscillation mode (Page 158)"). When the new gear stage is engaged,
the PLC user sets the IS "Actual gear stage" (DB380x.DBX2000.0 to .2) and IS "Gear changed" (DB380x.DBX2000.3). The
gear stage change is considered completed (spindle mode "Oscillation mode" is deselected) and the spindle is switched to
the parameter block of the new actual gear stage. The spindle accelerates at the new gear stage to the spindle speed last
programmed (if M3 or M4 are active). The IS "Change gear" (DB390x.DBX2000.3) is reset by the NCK, which causes the
PLC user to reset the IS "Gear changed" (DB380x.DBX2000.3). The next block in the part program can be executed.
 Loading...
Loading...



















