P3: Basic PLC Program for SINUMERIK 840D sl
13.13 Block descriptions
Basic Functions
1032 Function Manual, 09/2011, 6FC5397-0BP40-2BA0
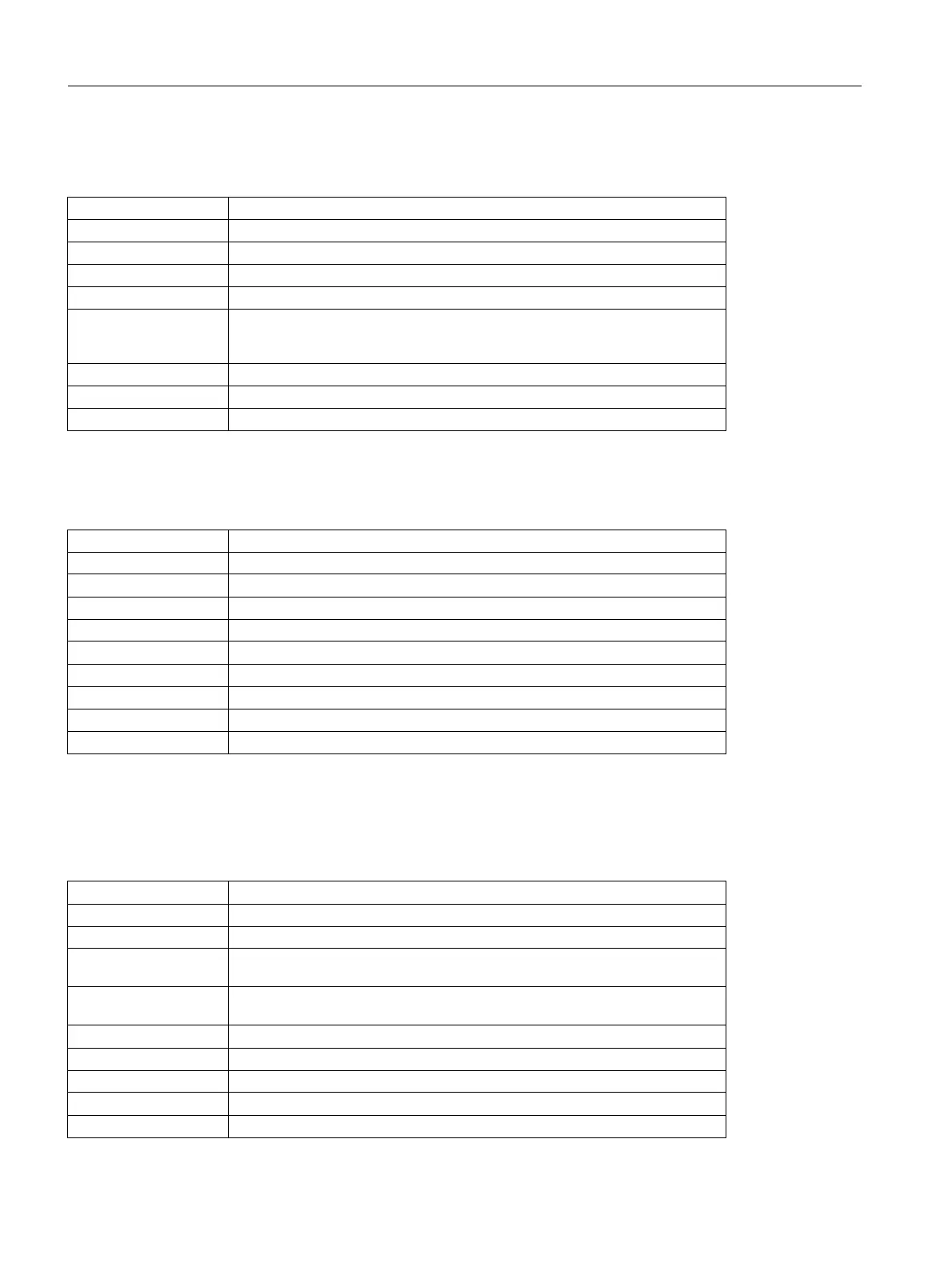
5 to 8. Position axes:
The following signals are relevant:
9. Rotate spindle with automatic gear stage selection:
The following signals are relevant:
10/11. Rotate spindle with constant cutting rate:
The "Constant cutting rate" function must be activated by the NC program in order for this to be executed.
The following signals are relevant:
Start: Initiation signal
Funct: "5 to 8" = Position axes
Mode: Positioning mode 0, 1, 2, 3, 4
AxisNo: Number of machine axis
Pos: Position
FRate: Positioning speed; if FRate = 0,
the value is taken from machine data POS_AX_VELO
(unit as set in machine data).
InPos: Is set to "1" when position is reached with "Exact stop fine".
Error : With positioning error = "1"
State : Error code
Start: Initiation signal for start rotation
Stop: Initiation signal for stop rotation
Funct: "9" = Rotate spindle with gear stage selection
Mode: Positioning mode 5 (direction of rotation M4)
Positioning mode < >5 (direction of rotation M3)
AxisNo: Number of machine axis
FRate: Spindle speed
InPos: Setpoint speed is output
Error : With positioning error = "1"
State : Error code
Start: Initiation signal for start rotation
Stop: Initiation signal for stop rotation
Funct: "B#16#0A = Rotate spindle with constant cutting rate (m/min)
Funct: "B#16#0B = Rotate spindle with constant
cutting rate (feet/min)
Mode: Positioning mode 5 (direction of rotation M4)
Positioning mode < >5 (direction of rotation M3)
AxisNo: Number of machine axis
FRate: cutting rate
InPos: Setpoint speed is output
Error : With position error = "1"
State : Error code

 Loading...
Loading...














