P3: Basic PLC Program for SINUMERIK 840D sl
13.13 Block descriptions
Basic Functions
Function Manual, 09/2011, 6FC5397-0BP40-2BA0
1031
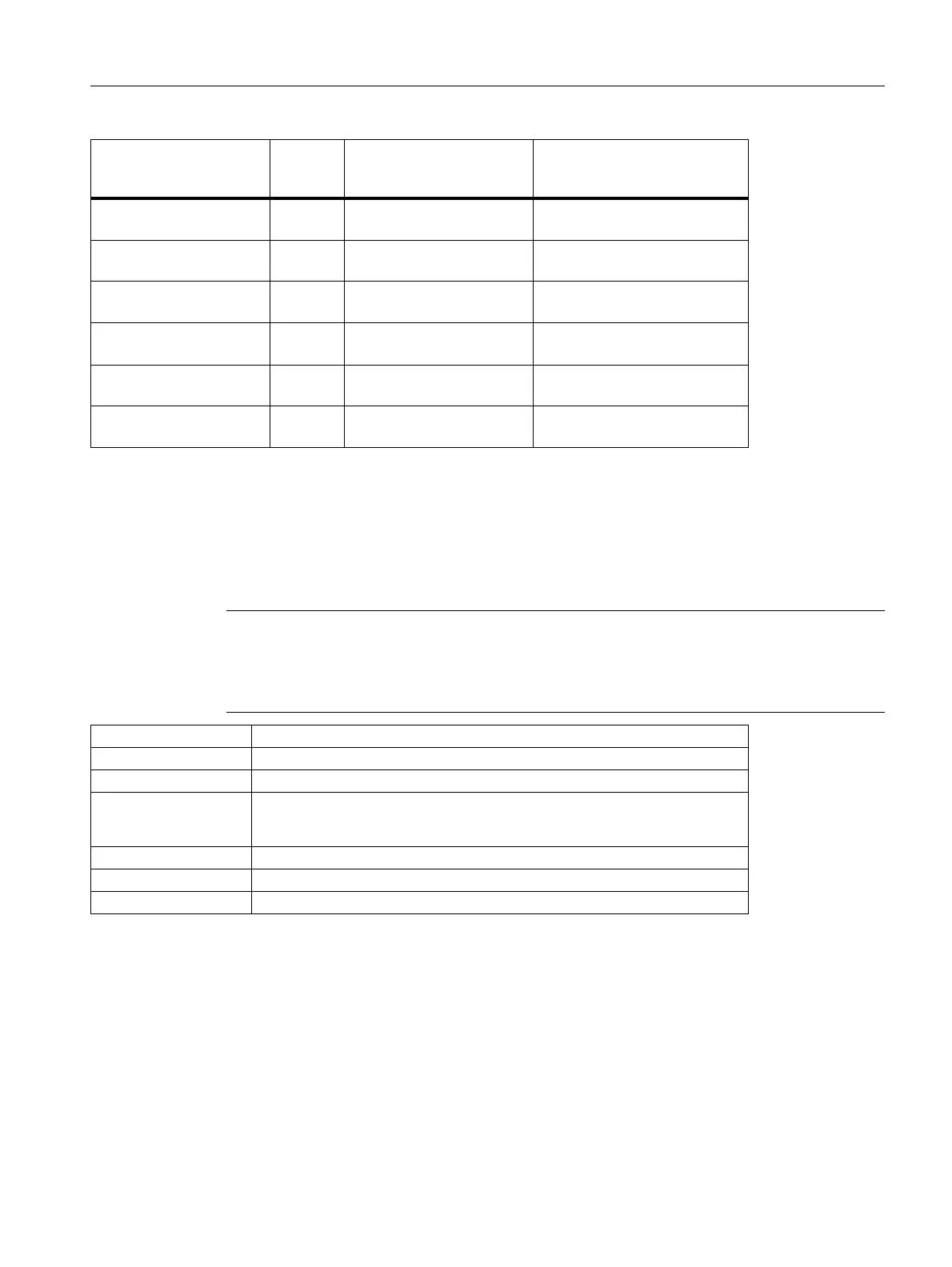
4. Traverse indexing axis:
The following signals are relevant:
MD35010
$MA_GEAR_STEP_
CHANGE_ENABLE =0
Function
MD35010
$MA_GEAR_STEP_
CHANGE_ENABLE =1
Function
Pos = 0 Oscillatio
n
Pos = 0
Pos = 1 Oscillatio
n
Pos = 1 Oscillation with gear stage
change M41
Pos = 2 Oscillatio
n
Pos = 2 Oscillation with gear stage
change M42
Pos = 3 Oscillatio
n
Pos = 3 Oscillation with gear stage
change M43
Pos = 4 Oscillatio
n
Pos = 4 Oscillation with gear stage
change M44
Pos = 5 Oscillatio
n
Pos = 5 Oscillation with gear stage
change M45
Start: Initiation signal
Funct: "4" = Indexing axis
Note
With Funct: "4" = Indexing axis
The modulo conversion can be compared with approaching the indexing position via
POS[AX] = CIC (value) in the part program.
Mode: Positioning mode 0, 1, 2, 3, 4
AxisNo: Number of machine axis
Pos: Indexing position
FRate: Positioning speed; if FRate = 0,
the value is taken from machine data POS_AX_VELO
(unit as set in machine data).
InPos: Is set to "1" when position is reached with "Exact stop fine".
Error : With positioning error = "1"
State : Error code

 Loading...
Loading...














