W1: Tool offset
18.5 Tool radius compensation 2D (TRC)
Basic Functions
1494 Function Manual, 09/2011, 6FC5397-0BP40-2BA0
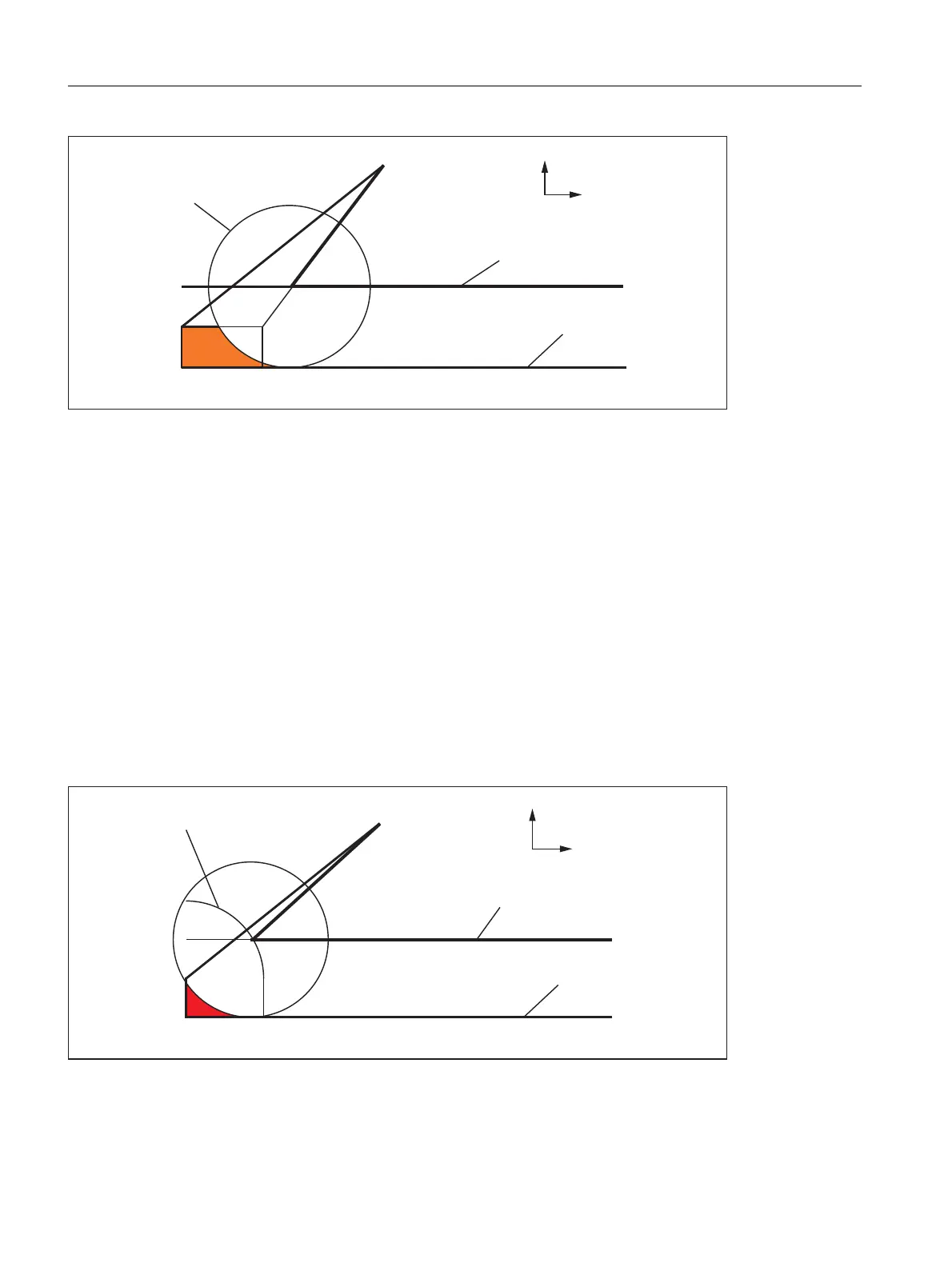
Figure 18-35 Retraction behavior with G460
The last block with active tool radius compensation (N20) is so short that an intersection no longer exists
between the offset curve and the preceding block (or a previous block) for the current tool radius. An intersection
between the offset curves of the following and preceding blocks is therefore sought, i.e., between N10 and N30 in
this example. The curve used for the retraction block is not a real offset curve, but a straight line from the offset
point at the end of block N20 to the programmed end point of N30. The intersection is approached if one is found.
The colored area in the figure is not machined, although the tool used would be capable of this.
G460
With G460, the approach/retraction strategy is the same as before.
G461
If no intersection is possible between the last TRC block and a preceding block, the offset curve of this block is
extended with a circle whose center point lies at the end point of the uncorrected block and whose radius is equal
to the tool radius.
Figure 18-36 Retraction behavior with G461
&HQWHUSRLQWSDWKZLWK
7RROUDGLXVFRPSHQVDWLRQ
3URJUDPPHG
FRQWRXU
7RROUDGLXV
1
1
1
<
;
&HQWHUSRLQWSDWKZLWK
WRROUDGLXVFRPSHQVDWLRQ
3URJUDPPHG
FRQWRXU
$X[LOLDU\FXUYH
1
1
1
<
;

 Loading...
Loading...














