W1: Tool offset
18.5 Tool radius compensation 2D (TRC)
Basic Functions
Function Manual, 09/2011, 6FC5397-0BP40-2BA0
1495
The control attempts to cut this circle with one of the preceding blocks. If CDOF is active, the search is terminated
when an intersection is found, i.e., the system does not check for more intersections with even earlier blocks.
If CDON is active, the search for more intersections continues after the first intersection is found.
An intersection point, which is found in this way, is the new end point of a preceding block and the start point of
the deactivation block. The inserted circle is used exclusively to calculate the intersection and does not produce
a traversing movement.
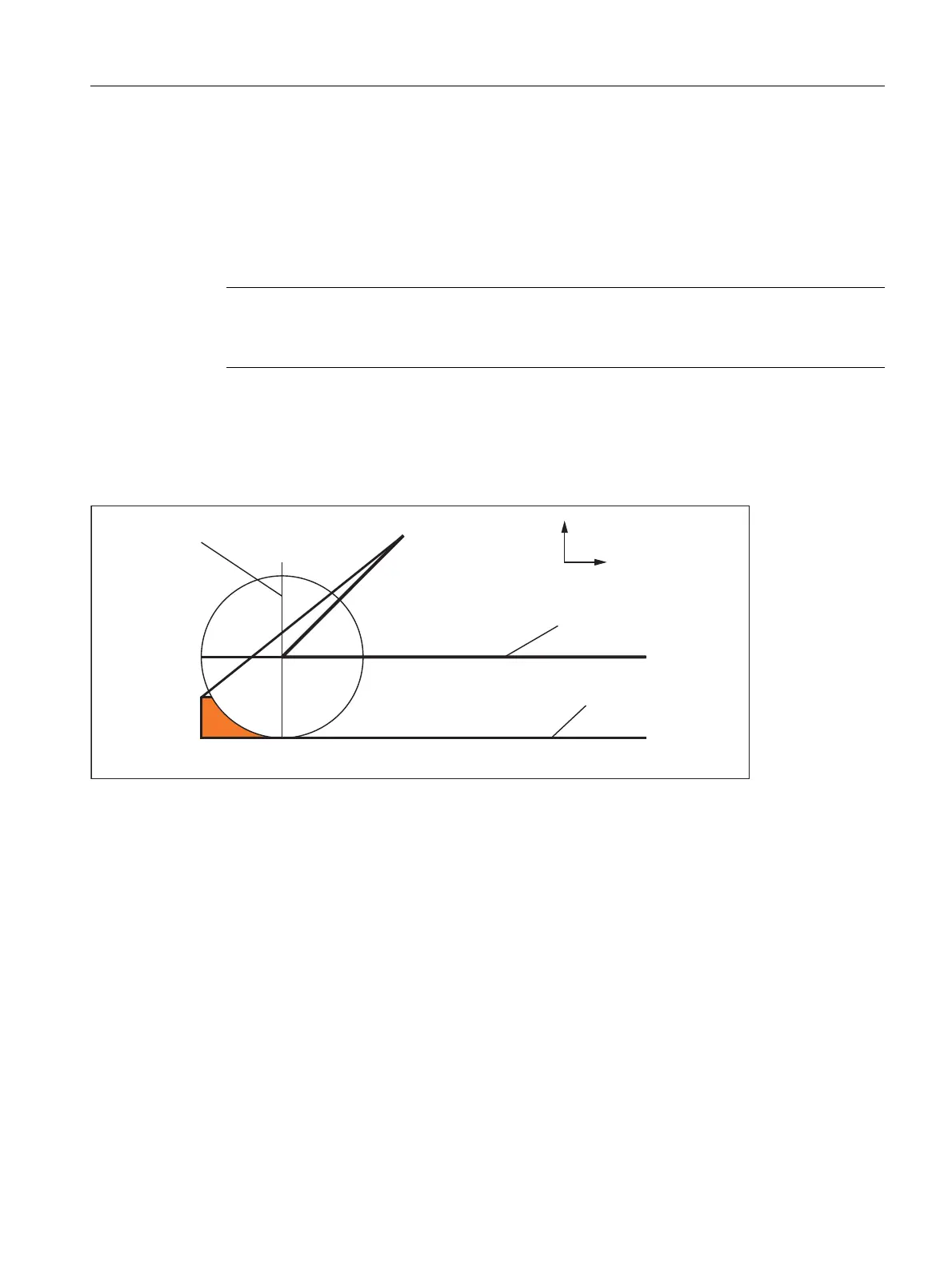
G462
If no intersection is possible between the last TRC block and a preceding block, a straight line is inserted, on
retraction with G462 (initial setting), at the end point of the last block with tool radius compensation (the block is
extended by its end tangent).
Figure 18-37 Retraction behavior with G462
The search for the intersection is then identical to the procedure for G461.
With G462, the corner generated by N10 and N20 in the sample program is not machined to the full extent
actually possible with the tool used. However, this behavior may be necessary if the part contour (as distinct from
the programmed contour), to the left of N20 in the example, is not permitted to be violated even with y values
greater than 10 mm.
If KONT is active (travel round contour at start or end point), behavior will differ according to whether the end point
is in front of or behind the contour.
End point in front of contour
If the end point is located in front of the contour, the retraction behavior is the same as for NORM. This feature
does not change, even if the last contour block with G451 is extended with a straight line or a circle. Additional
circumnavigation strategies to avoid a contour violation in the vicinity of the contour end point are therefore not
required.
Note
If no intersection is found, the following alarm is output:
Alarm "10751 Collision danger"
&HQWHUSDWK
FRUUHFWHGSDWK
3URJUDPPHG
FRQWRXU
$X[LOLDU\FXUYH
1
1
1
1
<
;

 Loading...
Loading...














