F1: Travel to fixed stop
6.2 General functionality
Basic Functions
Function Manual, 09/2011, 6FC5397-0BP40-2BA0
309
SERUPRO
Block search with calculation, multichannel
The block search in program test mode is designated SERUPRO and is derived from the "Search-Run by
Program test." This search mode allows the user a multichannel block search with calculation of all required
status data from the previous history.
The PLC interface is updated in this block search and matching processes, which cover the interaction of several
channels executed within the framework of this block search correctly.
Search process with FXS and FOC
The user selects FXS or FOC in a program area of the searched target block in order to acquire all states and
functions of this machining last valid. The NC will start the selected program in Program test mode automatically.
After the target block has been found, the NC stops at the beginning of the target block, deselects Program test
internally again and displays the Stop condition "Search target found" in its block display.
If FXS "travel to fixed stop" is located between the beginning of the program and the search target, the instruction
is not really executed by the NC. The motion is only simulated up to the programmed end point.
The user can log the turning on and turning off of FXS in the parts program. If necessary, the user can start an
ASUB in order to activate or deactivate FXS in this SERUPRO-ASUP.
$AA_FXS and $VA_FXS
The meaning of system variable $AA_FXS is redefined for SERUPRO only and completely replaced by variable
$VA_FXS. Variables $AA_FXS and $VA_FXS have the same values continuously outside the SERUPRO
function.
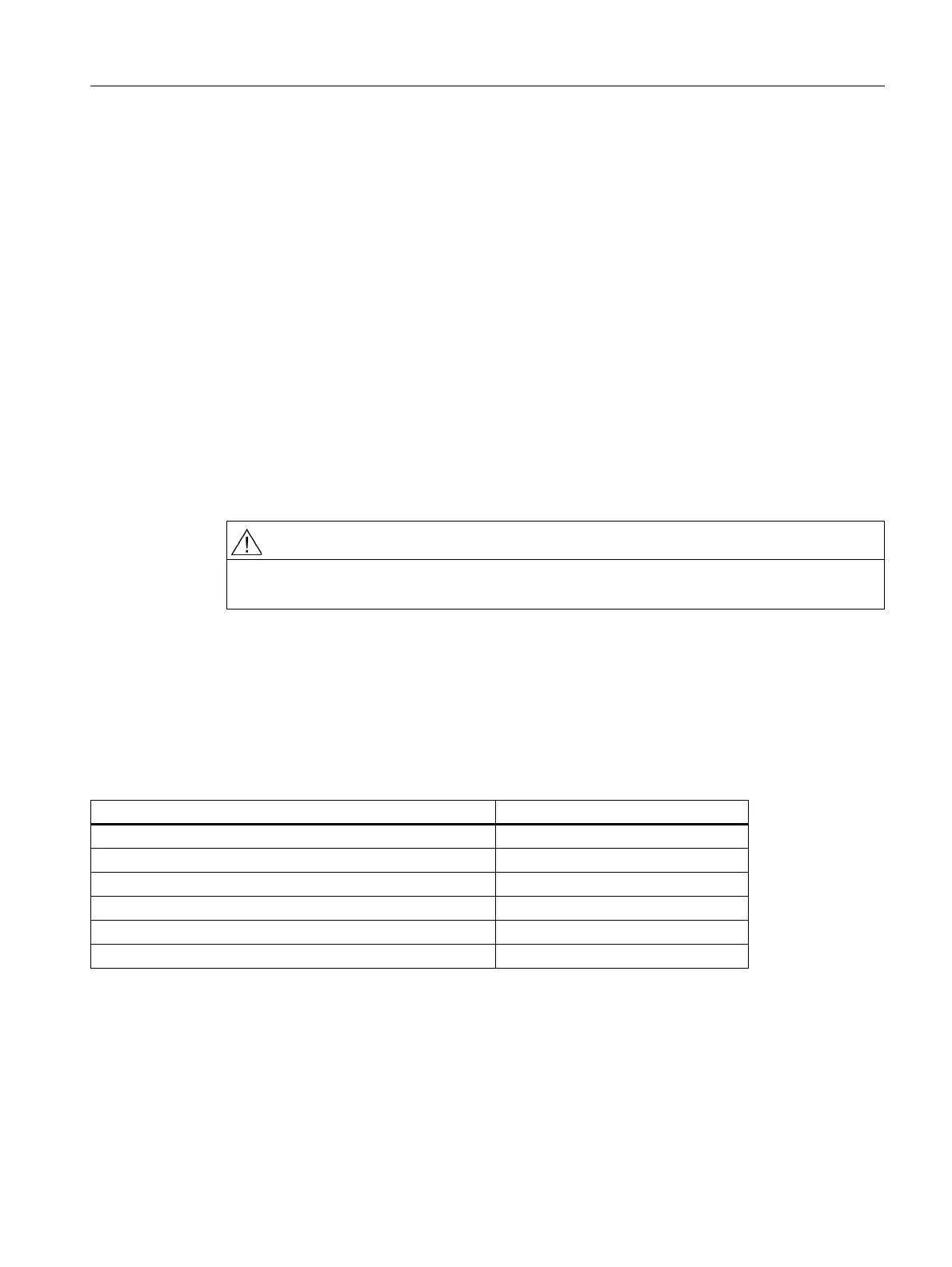
CAUTION
SERUPRO approach does not really take the statementFXS into account. The approach to
the programmed end position of the FXS block is only simulated without torque limitation.
Description NCK Variables
Axis not at fixed stop $AA_FXS = 0 and $VA_FXS = 0
Fixed stop successfully approached $AA_FXS = 1 and $VA_FXS = 1
Approach to fixed stop failed $AA_FXS = 2 and $VA_FXS = 2
Travel to fixed stop selection active $AA_FXS = 3 and $VA_FXS = 3
Fixed stop detected $AA_FXS = 4 and $VA_FXS = 4
Travel to fixed stop deselection active $AA_FXS = 5 and $VA_FXS = 5

 Loading...
Loading...














