H2: Auxiliary function outputs to PLC
8.1 Brief description
Basic Functions
396 Function Manual, 09/2011, 6FC5397-0BP40-2BA0
• Identification of the tools, optionally via tool number or location number.
References:
Function Manual, Tool Management
Function Manual, Basic Functions; Tool Offset (W1)
• When T0 is selected, the current tool is removed from the tool holder but not replaced by a new tool (default
setting).
• T function-specific machine data:
MD22220 $MC_AUXFU_T_SYNC_TYPE (Output time of the T functions)
D functions
Application
Selection of the tool offset.
Further information
• Initial setting: D1
• After a tool change, the default tool cut can be parameterized via:
MD20270 $MC_CUTTING_EDGE_DEFAULT (Basic position of the tool cut without programming)
• Deselection of the tool offset: D0
• D function-specific machine data:
MD22250 $MC_AUXFU_D_SYNC_TYPE (Output time of the D functions)
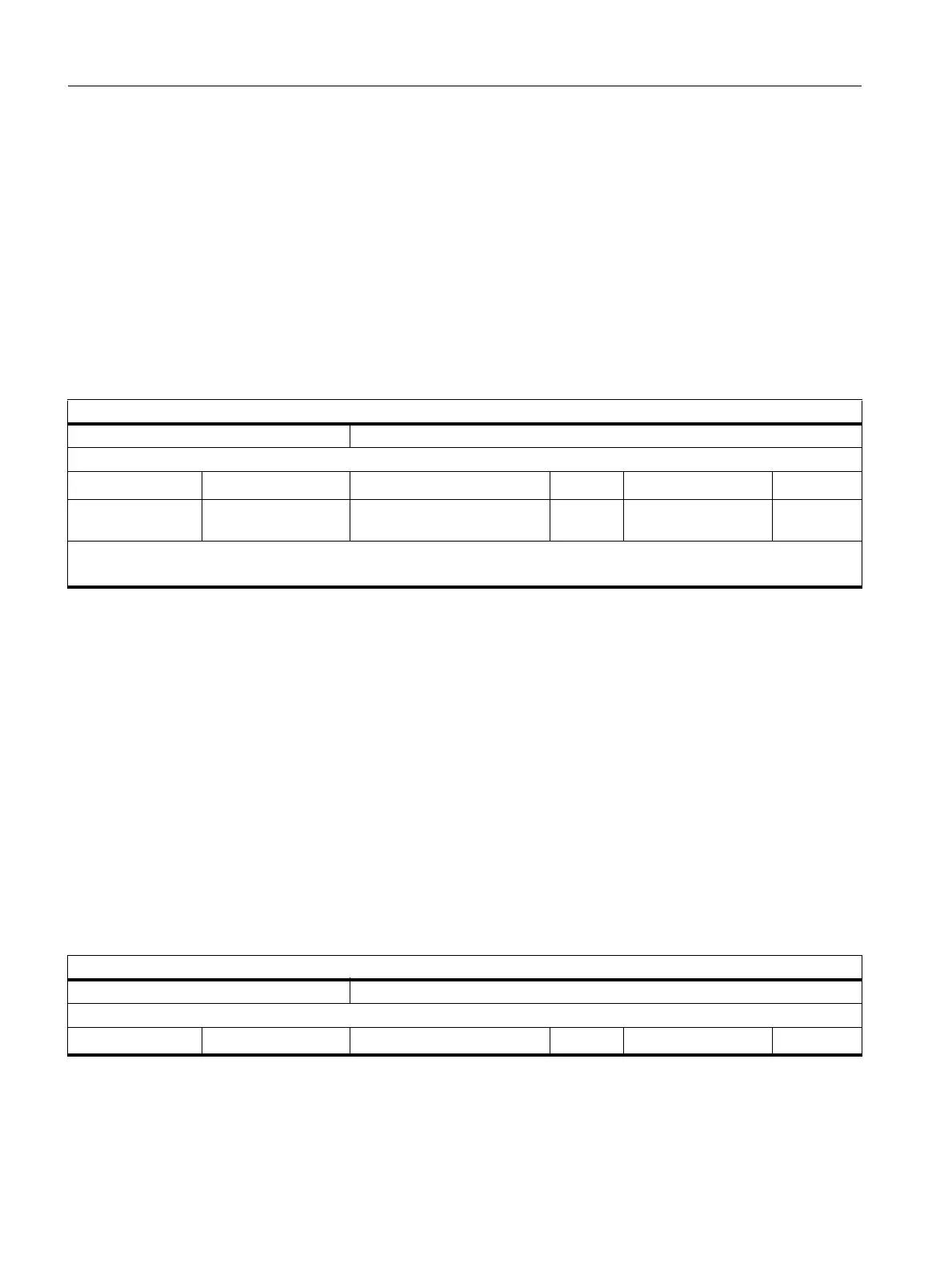
DL functions
D (tool offset)
Address extension Value
Value range Meaning Value range Type Meaning
Number
8)
- - - - - - 0 ... 9 INT Selection of the tool
offset
1
Remarks:
Clearing the tool offset with D0. Default is D1.
8)
See "Meaning of footnotes" at the end of the overview.
DL (additive tool offset)
Address extension Value
Value range Meaning Value range Type Meaning
Number
8)
8)
See "Meaning of footnotes" at the end of the overview.

 Loading...
Loading...














