K2: Axis Types, Coordinate Systems, Frames
10.5 Frames
Basic Functions
Function Manual, 09/2011, 6FC5397-0BP40-2BA0
785
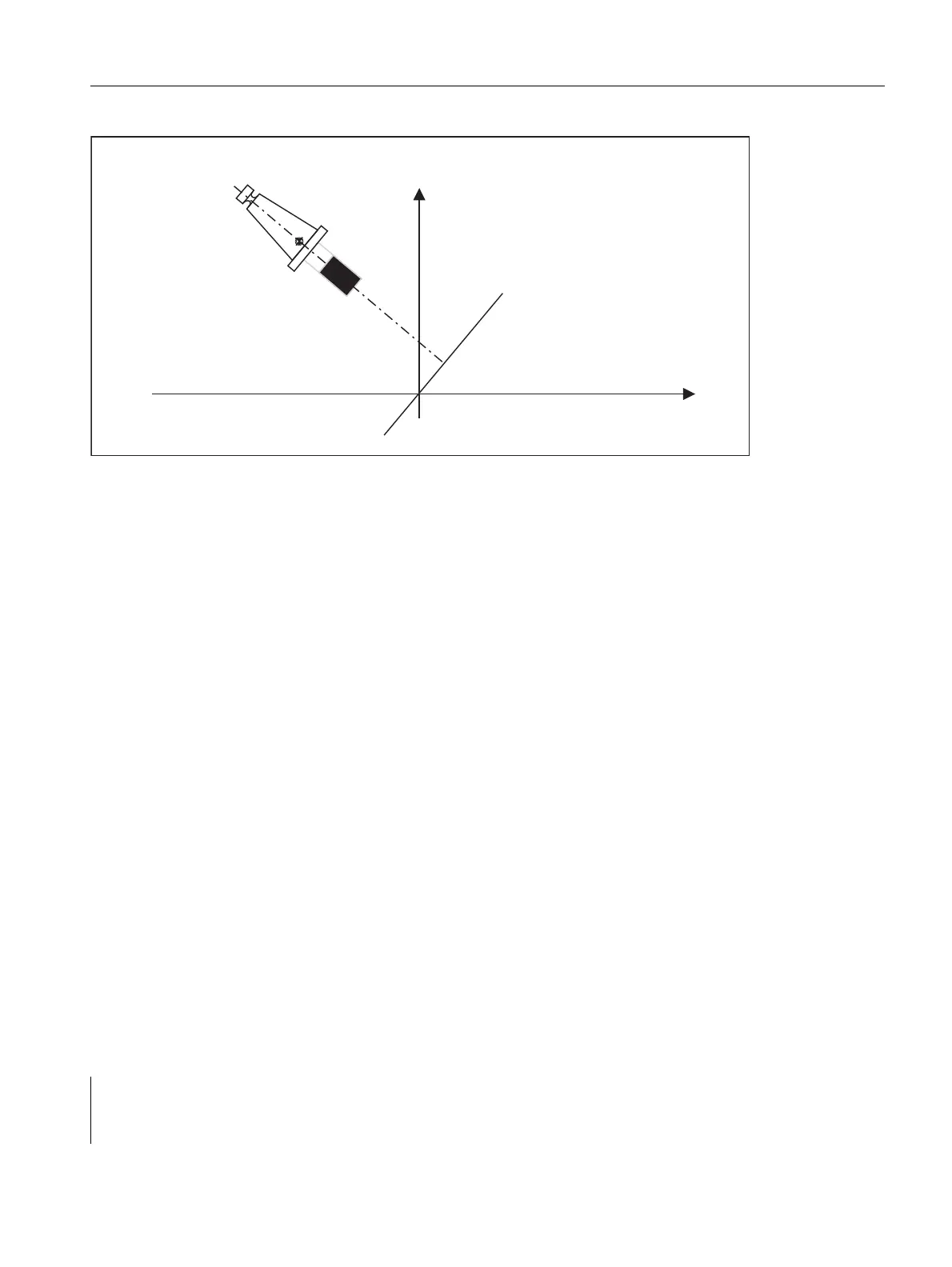
Programming with MOVT is independent of the existence of a toolholder that can be oriented. The direction of the
motion is dependent on the active plane.
It runs in the directions of the vertical axes, i.e. with G17 in Z direction, with G18 in Y direction and with G19 in X
direction. This applies both where no orientational toolholder is active and for the case of an orientational
toolholder without rotary tool or with a rotary tool in its basic setting.
MOVT acts similarly for active orientation transformation (345axis transformation).
If in a block with MOVT the tool orientation is changed simultaneously (e.g. active 5axis transformation by means
of simultaneous interpolation of the rotary axes), the orientation at the start of the block is decisive for the
direction of movement of MOVT.
With an active 5-axis transformation, the path of the tool center point (TCP) is not affected by the change of
orientation, i.e. the path remains a straight line and its direction is determined by the tool orientation at the start of
the block.
If MOVT is programmed, linear or spline interpolation must be active (G0,G1, ASPLINE, BSPLINE, CSPLINE).
Otherwise, an alarm is produced.
If a spline interpolation is active, the resultant path is generally not a straight line, since the end point calculated
by MOVT is treated as if it had been programmed explicitly with X, Y, Z.
A block with MOVT must not contain any programming of geometry axes (alarm 14157).
Definition of frame rotations with solid angles
Where a frame is to be defined to describe a rotation around more than one axis, this is achieved through
chaining individual rotations. A new rotation is hereby always performed in the already rotated coordinate
system.
This also applies to programming in a block e.g. with ROT X... Y... Z...,
(the sequence of rotations is defined by machine data:
MD10600 $MN_FRAME_ANGLE_INPUT_MODE
and is independent of the sequence of the axis letters in the block)
and when constructing a frame in multiple blocks, e.g. in the format:
N10 ROT Y...
N20 AROT X...
N30 AROT Z...
0297 $&
[
]
$X[LOLDU\SODQH

 Loading...
Loading...














