P1: Transverse axes
12.3 Dimensional information for transverse axes
Basic Functions
Function Manual, 09/2011, 6FC5397-0BP40-2BA0
833
Permanently radius-related data
For transverse axes, the following data is always entered, programmed and displayed in relation to radius:
• Offsets:
- Tool offsets
- Programmable and configurable frames
- External work offset
- DRF and preset offset
-etc.
•Working area limitation
• software limit switch
•Feed
• Display data with reference to the machine coordinate system
• Display data of the service images for axis, FSD and MSD
Extended functions for data that is always radius-related:
The following applies for PLC axes, via FC18 or axes controlled exclusively from the PLC:
• The dimension for PLC axes in the radius also applies to several transverse axes with diameter function and
is independent of channel-specific or axis-specific diameter programming.
• In the JOG mode (Inc) a PLC axis is subordinate to the channel status. If diameter programming is active and
MD20624 $MC_HANDWH_CHAN_STOP_COND bit15=0, only half the path of the specified increment is
traversed.
Radius programming from MD20100 $MC_DIAMETER_AX_DEF and MD30460 $MA_BASE_FUNCTION_MASK
bit2 is taken into account as follows depending on MD20360$MC_TOOL_PARAMETER_DEF_MASK:
Displaying position values in the diameter
Position values of the transverse axis are always displayed as a diameter value, if bit0=1 is set by
MD27100 $MC_ABSBLOCK_FUNCTION_MASK.
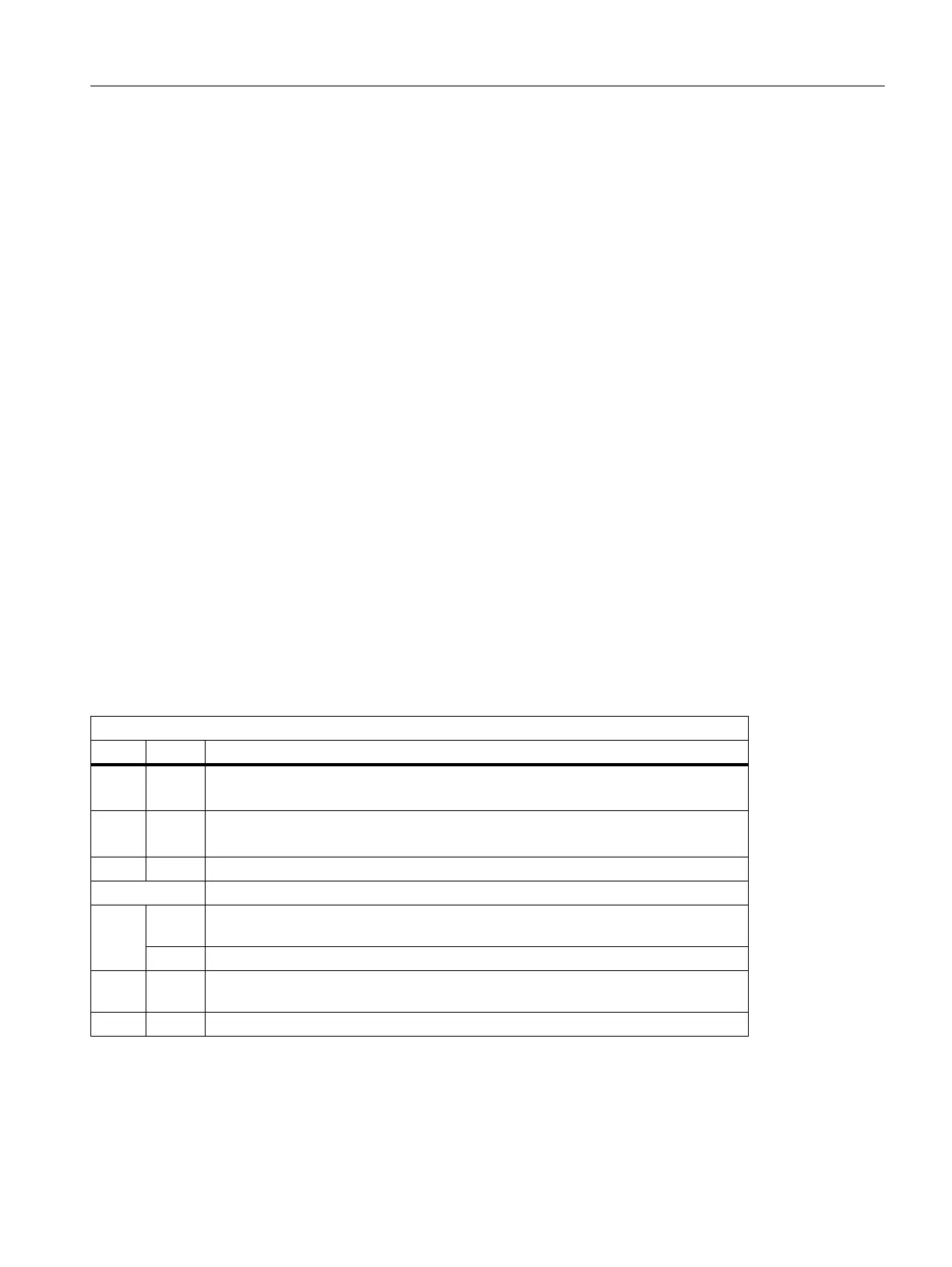
MD20360 $MC_TOOL_PARAMETER_DEF_MASK
Bit Value Meaning
3 0 Work offset $P_EXTFRAME and frames
For transverse axes , work offsets in frames are always calculated as radius values.
5 0 External work office (axis overlay)
For transverse axes, the external work offset is always calculated as radius value.
8 1 Display of remaining path in WCS always as a radius
9 For all transverse axes, with MD11346 $MN_HANDWH_TRUE_DISTANCE==1
0 • half of the path of the specified handwheel increment is traveled, if channel-
specific or axis-specific diameter programming is active for this axis.
1 • half of the path of the specified handwheel increment is always traveled.
13 1 When jogging around circles, the circle center point coordinate is always a radius
value, see SD42690 $SC_JOG_CIRCLE_CENTRE
14 1 For cycle masks, the absolute values of the transverse axis are in the radius.

 Loading...
Loading...














