A3: Axis Monitoring, Protection Zones
2.2 Axis monitoring
Basic Functions
88 Function Manual, 09/2011, 6FC5397-0BP40-2BA0
• The axis is always clamped when no travel command is pending.
• The axis does not have to be clamped during positioning of the other axes.
It can be seen whether the axes are being positioned depending on whether rapid traverse (G0) is
programmed.
The stop command is therefore not set immediately at the beginning of the block containing the axis, but at
the beginning of the next machining block (traversing block, that is not traversed with rapid traverse).
• The axis is clamped if the feed rate override of a machining block is not equal to 0.
If the axis is clamped before the next machining block, i.e. the feedrate override is other than 0 again, no stop
is generated.
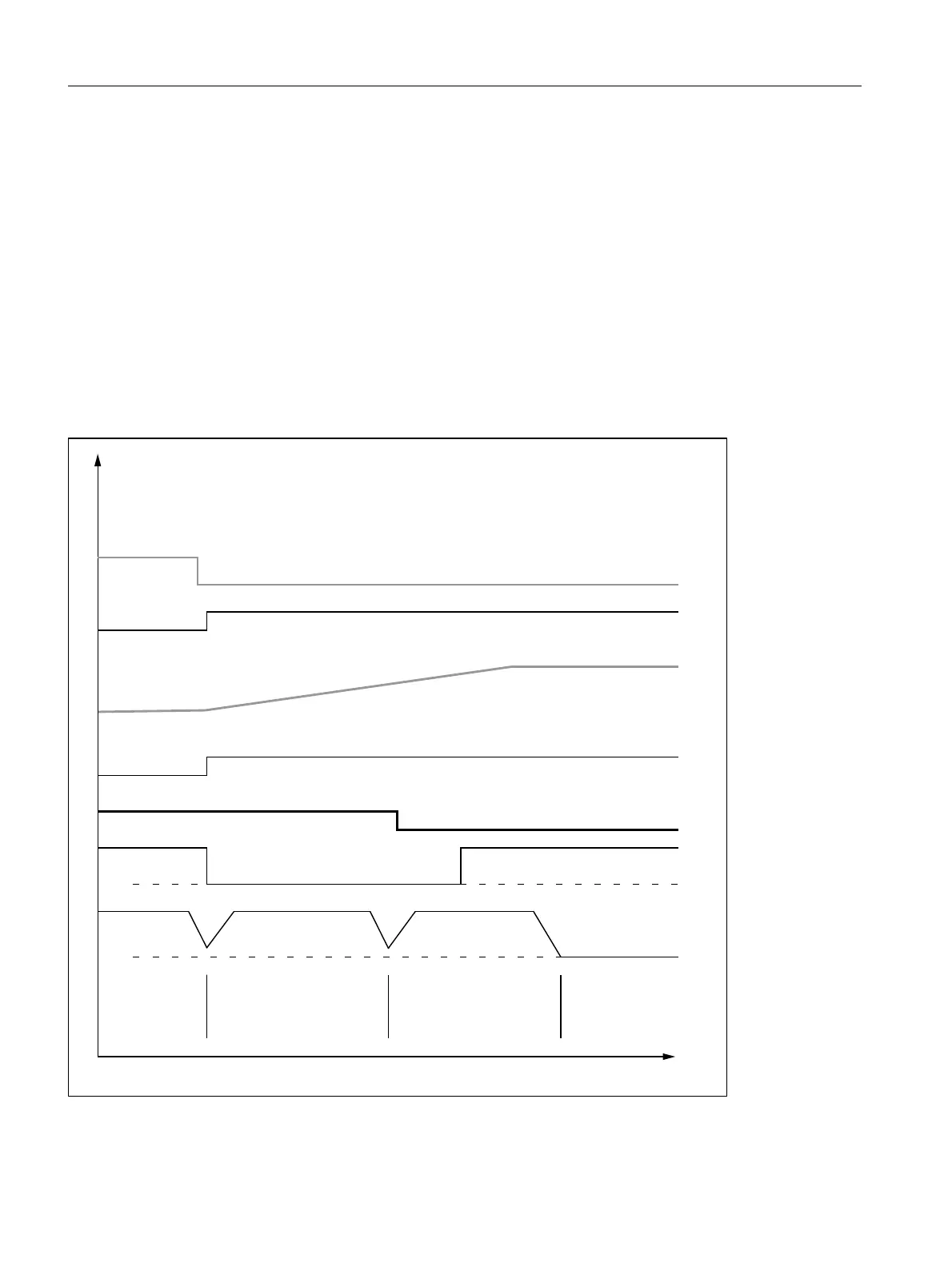
The following image shows an example of the interface signals and states upon setting of the axis clamp. The
part program blocks N410, N510, N520 and N610 refer to the schematic example under certain boundary
conditions.
Figure 2-4 Set axis clamp if MD36052 $MA_STOP_ON_CLAMPING = 'H04'
7UDYHOUHTXHVW
&ODPSD[LV
)HHGVWRS
&RQWUROOHUHQDEOH
$[LVFODPSLQJSUHVVXUH
6HWD[LVFODPSLI
0'0$B6723B21B&/$03,1*>@ +
W>PV@
)HHGUDWHRYHUULGH
3DWKYHORFLW\
7XUQ
URWDU\
WDEOH
*;$SSURDFK *=$SSURDFK *=0DFKLQH
1
*$
1 1 1

 Loading...
Loading...














