6 Basic Usage of Motion Instructions and G-codes
6.5 Descriptions of G-code Instructions
Applicable model
20PM
G-code
G00
P
1
Y P
2
Z P
3
Rapid positioning
(three axes)
Explanation
P
1
: Target position of the X-axis; P
2
: Target position of the Y-axis; P
3
: Target
position of the Z-axis
For DVP20PM00D, the target position of the Z-axis (P
3
) is controlled by the
built-in third axis. Please refer to page 6-51 for more information.
Range of parameters: -2,147,483,648~2,147,483,647 (without a decimal point);
-2,147,483.648~2,147,483.647 (with a decimal point)
The operand parameters for DVP20PM00M can also be 16-bit registers or 32-bit
registers.
Please refer to the additional remark on DRV for more information about special
data registers.
The moving speed of G00 is the V
MAX
set.
The setting of a position has continuity. Please refer to the addition remark below
for more information.
Acceleration/deceleration time and bias speed can be set in special data
registers.
Acceleration/deceleration time and bias speed increase or decrease in
proportional to the setting of V
MAX
.
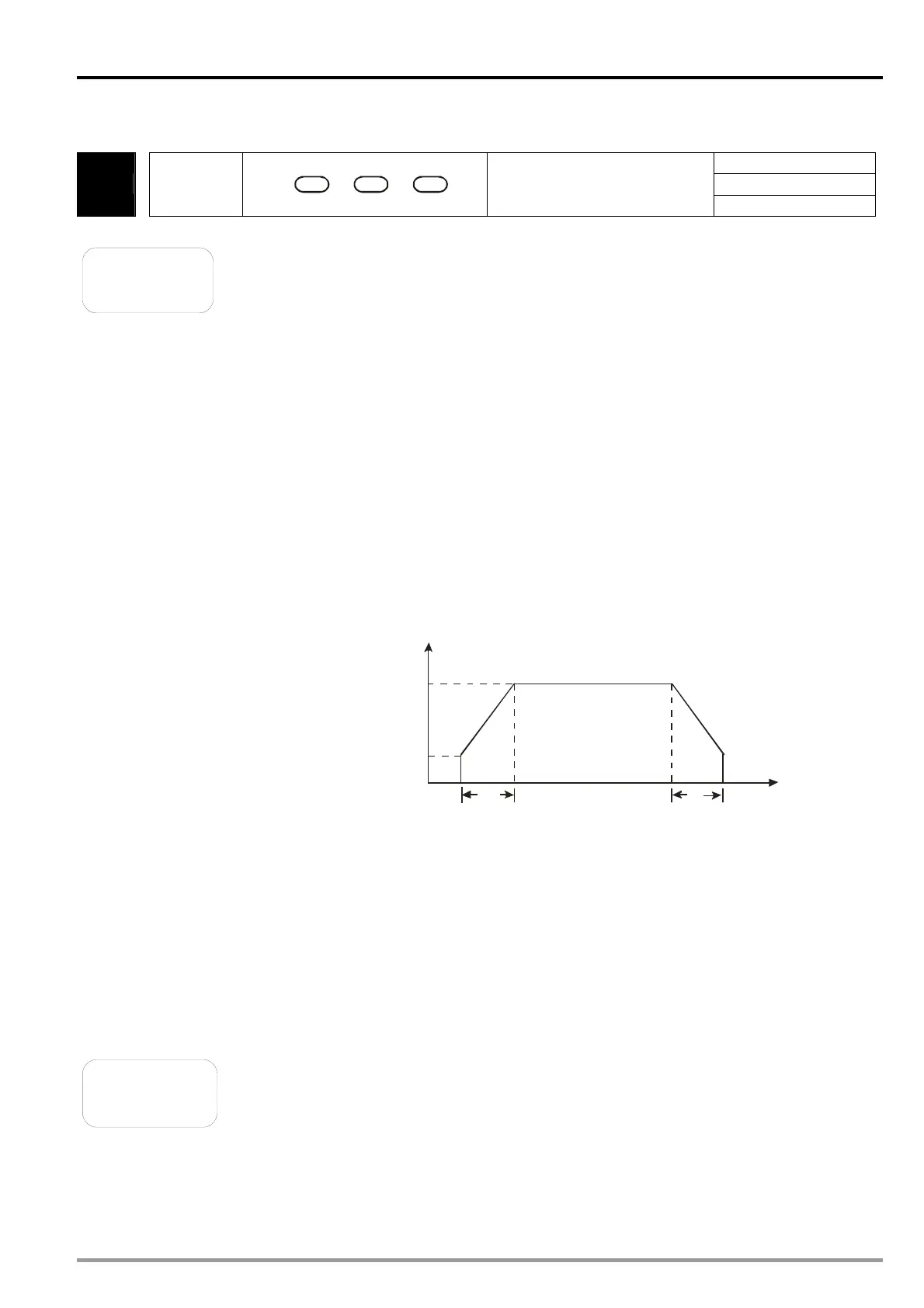
Timing diagram
Speed
Moving at the Vset
MAX
Bias speed
Time
Deceleration
time
Acceleration
time
Number of
output pulses
DVP20PM00D does not support three-axis positioning control. For third axis
control, a DVP-01PU series single-axis positioning module is required.
Therefore, users have to design two-axis high-speed positioning in the X-axis
and the Y-axis and independent high-speed positioning for the Z-axis. For the
safety of mechanical operation, if G00 is executed, Z-axis high-speed positioning
will be executed first before the X-axis/Y-axis high-speed positioning. That is to
say, when a DVP-20PM series motion controller executes G00 with X-Z, Y-Z,
and X-Y-Z combinations, the program will automatically be divided.
G00 ZP
3
(A)
G00 XP
1
YP
2
(B)
Please refer to the addition remark below for more information about (A) and (B).
Additional
remark
The setting of a position has continuity.
Example:
G00 X500.0 Y500.0 Z500.0;
X1000.0 Y1000.0 Z1000.0;
After the row with G00 is executed, the program will execute the next row. The
second row in the program will reach the target position automatically by G00.
DVP-20PM Application Manual
6-45