Cylinder Head and Valves
02
020
36
RG,RG34710,87 –19–28NOV00–2/2
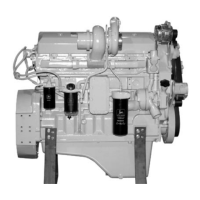
RG6318 –UN–03NOV97
Measuring Valve Seat Runout
A—Eccentrimeter
4. Use a vernier caliper or scale to measure seat width. If
valve seat is too wide, reduce the width with a
narrowing stone.
NOTE: A narrowing stone will change the top angle of the
seat and reduce the outer diameter of the valve
seating area. Varying the width changes the fine
contact between valve face and seat. If seat width
is too narrow, valve may burn or erode.
5. If valve does not seat properly, use an eccentrimeter
(A) to check valve seat runout. Use a new or refaced
valve and blueing to check contact between valve seat
and face. If necessary, lap the valve onto its seat using
a lapping tool and lapping compound. Replace valves
and inserts as necessary.
6. Install new or refaced valve and check valve recess in
cylinder head after grinding. (See CHECK VALVE
HEIGHT IN RELATION TO HEAD SURFACE earlier in
this group.)
RG,RG34710,88 –19–30SEP97–1/1
Remove Valve Seat Inserts
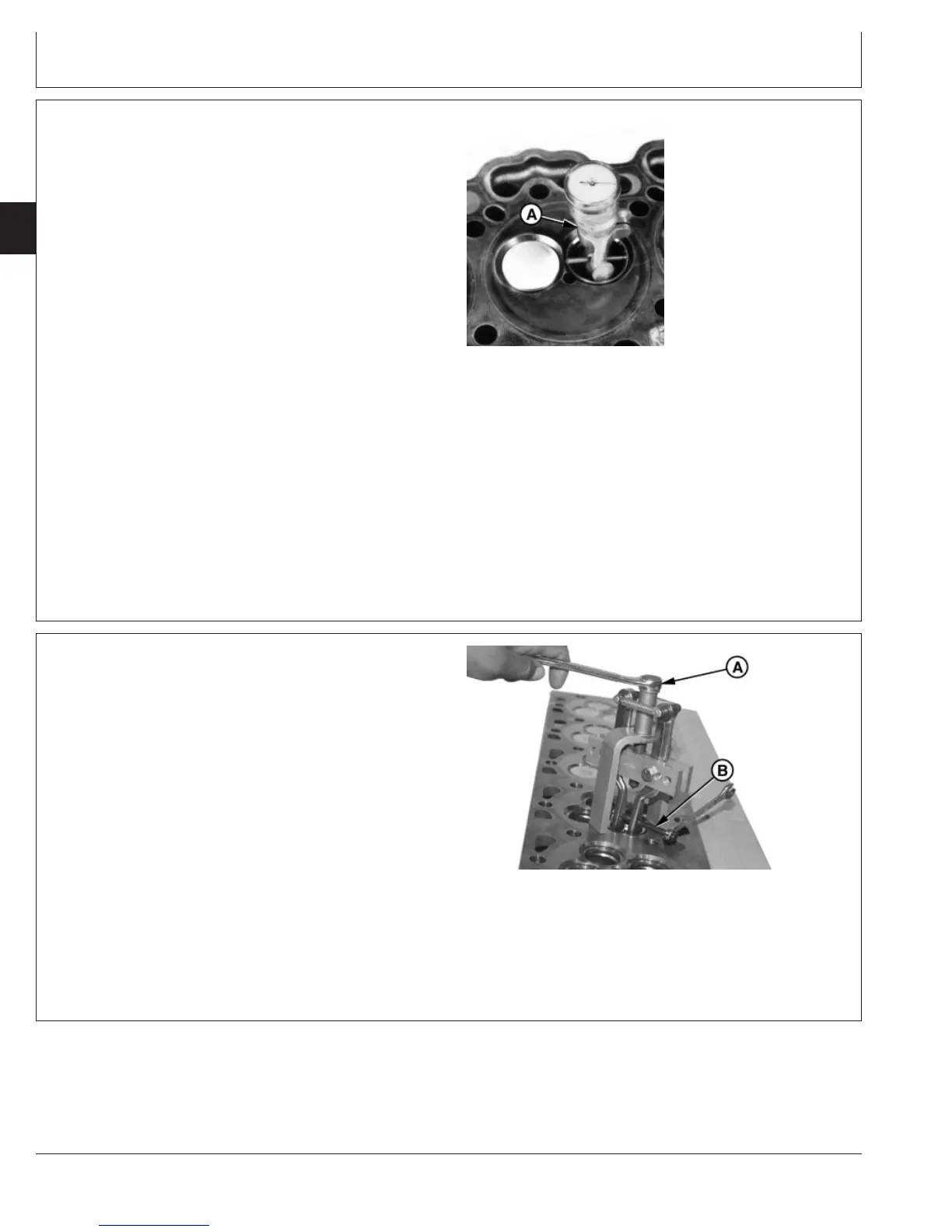
RG8314 –UN–06DEC97
Removing Valve Seat Insert
A—JDE41296 Valve Seat Puller
B—Adjusting Screw
IMPORTANT: Be careful not to damage cylinder head
when removing valve seats.
Use JDE41296 Valve Seat Puller (A). Adjusting screw (B)
may need to be retightened during removal of inserts.
After removal of inserts, thoroughly clean area around
valve seat bore and inspect for damage or cracks.
Measure bore ID. (See MEASURE VALVE SEAT BORE
IN CYLINDER HEAD in this group.)
CTM100 (06APR04)
02-020-36
P
OWER
T
ECH
10.5 L & 12.5 L Diesel Engines
040604
PN=108