Cylinder Block, Liners, Pistons, and Rods
02
030
35
RG,RG34710,123 –19–13AUG99–2/2
RG4924 –UN–20NOV97
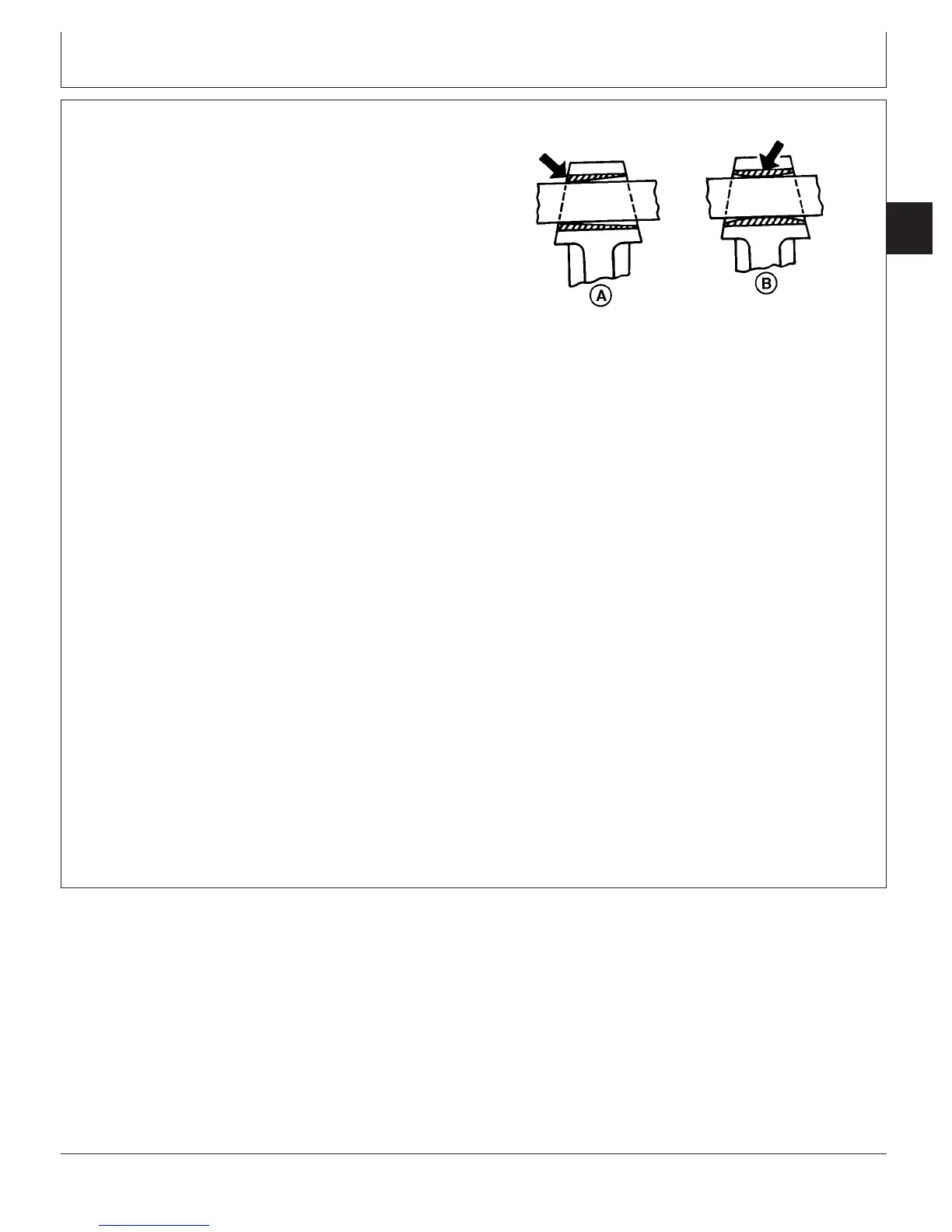
Inspecting Rod Piston Pin Bushing Bore
A—Tapered Bore
B—Bell-Mouthed Bore
4. Insert pin from either side of rod bushing. If pin is free
on one end, but tight on the other, the bore could be
tapered (A). If pin enters freely from both sides, but is
tight in the center, bore is bell-mouthed (B).
5. Inspect piston pin bushing lubrication hole in rod for
damage, excessive wear or contaminants.
6. Measure pin bushing ID for specified clearance.
Specification
Piston Pin—OD 50.772—50.787 mm
(1.9989—1.9995 in.)
.........................................................
Rod Pin Bore Without Bushing—
ID 55.529—55.555 mm
(2.1862—2.1872 in.)
...............................................................................
Installed Rod Pin Bushing (Before
Boring)—ID 50.729—50.781 mm
(1.9972—1.9992 in.)
................................................................
Installed Rod Pin Bushing (After
Boring)—ID 50.805—50.830 mm
(2.0002—2.0012 in.)
................................................................
Piston Pin Bushing Bore—
Out-of-Round 0.038 mm (0.0015 in.)..........................................................
Piston Pin-to-Bushing—Oil
Clearance 0.017—0.059 mm
(0.0007—0.0023 in.)
......................................................................
Max. Acceptable Wear 0.076 mm (0.0030 in.)...........................................
Press Fit of Bushing in Rod Pin
Bore—Press Fit 0.100—0.163 mm
(0.0039—0.0064 in.)
.............................................................
7. If necessary, remove and replace piston pin bushing.
(See REMOVE PISTON PIN BUSHING, CLEAN, AND
INSPECT BUSHING BORE in this group.)
CTM100 (06APR04)
02-030-35
P
OWER
T
ECH
10.5 L & 12.5 L Diesel Engines
040604
PN=175