Page 108 • 700120S • ENTRON Controls, LLC.
9.1.5 BUTT WELD WITH CHAINED MODE
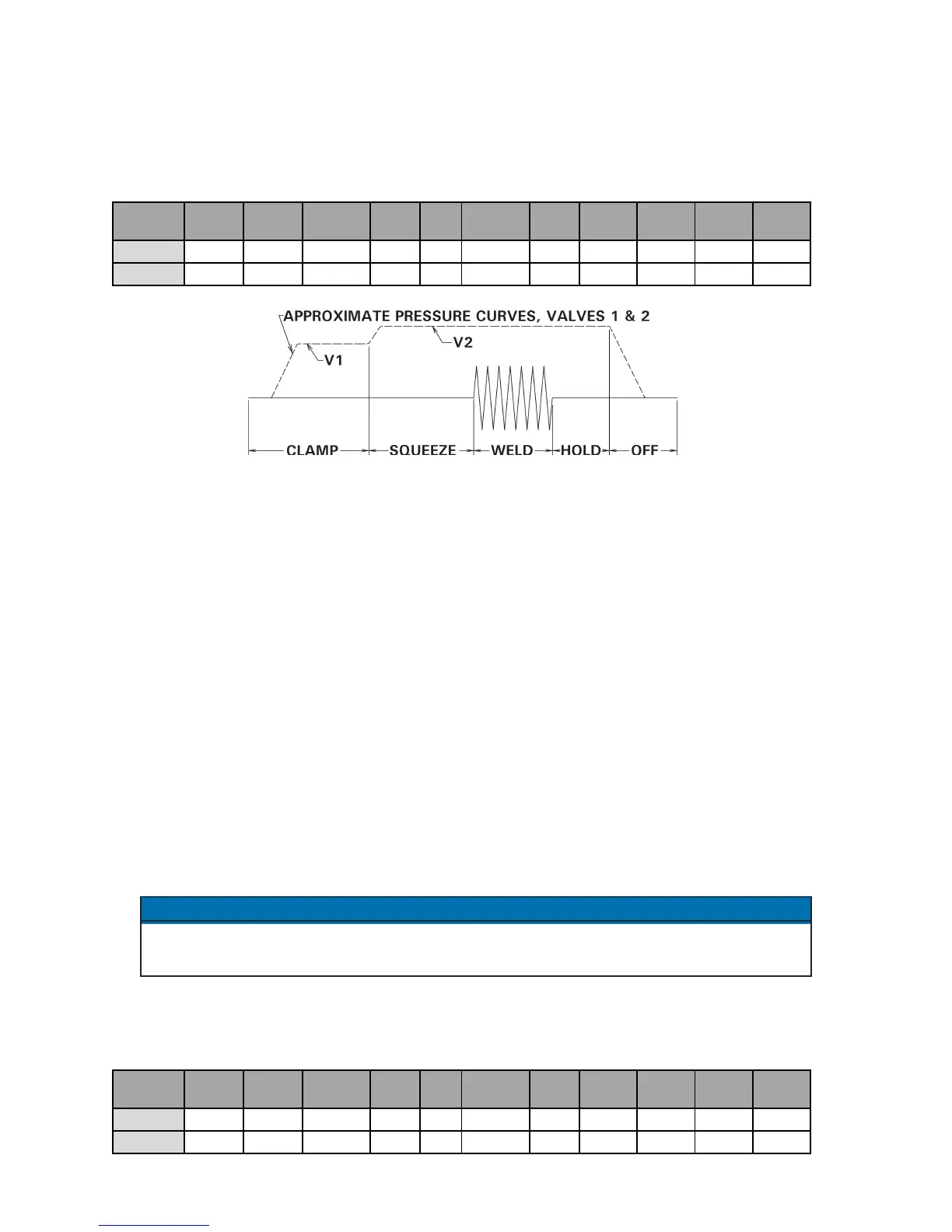
Schedules 11 and 12 are CHAINED together to perform a BUTT welding sequence. Schedule
11 contains only SQUEEZE time with Valve 1 output, and is used as the CLAMP function.
Schedule 12 follows the CLAMP function with a normal SQUEEZE, WELD, HOLD sequence
with Valve 2 output. Both valve outputs turn off at the end of HOLD time.
9.1.6 FORGE DELAY WITH CHAINED MODE
The forging process is most often used when working with hard-to-weld materials such as
aluminum. The weld is usually started at one force, followed by the application of a higher
force during weld or hold time. This action may refine the weld zone, and provide a more
homogeneous weld nugget. Timing of the application of forging force is critical. If applied too
soon, the welding current may be insufficient for the higher force. If applied too late, the weld
will have solidified and the forging force will do no good.
FORGE DELAY is defined as the delay from the beginning of the weld to the activation of the
forging solenoid valve. To accomplish a FORGE DELAY operation on EN1000/EN1001 Series
Controls, it is necessary to CHAIN together two or more schedules as outlined below.
1. Program the first schedule with the amount of WELD time desired before the activation
of the forging valve. Use any one of the three solenoid valve outputs.
2. For FORGE during WELD, program the second schedule with remaining WELD time
and program an unused valve output. This second valve output activates the forging
valve.
For continuous CURRENT from the first schedule to the second schedule, do not program
any HOLD time into the first schedule or SQUEEZE time into the second schedule.
3. For FORGE after WELD, program the number of cycles of time between WELD time
and the activation of the forge valve into HOLD time of the first schedule or into
SQUEEZE time of the second schedule.
Figure 9-5. BUTT weld with CHAINED mode
NOTICE
SCHEDULE SQUEEZE
WELD/
HEAT
PERCENT
CURRENT
HOLD OFF IMPULSES COOL
VALVE
MODE
CYCLE
MODE
SLOPE
MODE
SLOPE
COUNT
11 20 00 00 00 00 01 00 01 02 00 00
12 20 10 50 10 10 01 00 03 00 00 00
SCHEDULE SQUEEZE
WELD/
HEAT
PERCENT
CURRENT
HOLD OFF IMPULSES COOL
VALVE
MODE
CYCLE
MODE
SLOPE
MODE
SLOPE
COUNT
00 xx xx xx 00 00 01 00 02 02 00 00
01 00 xx xx xx 00 01 00 06 00 00 00

 Loading...
Loading...
