ENTRON Controls, LLC. • 700120S • Page 113
9.4 SQUEEZE DELAY APPLICATION
Some applications require the welder arms be opened wide to allow the electrodes to access
areas to be welded. SQUEEZE DELAY was designed for use with welding guns and stationary
machines incorporating standard air cylinders and valves without retraction features. The
additional time provided by the SQUEEZE DELAY will allow the electrodes to travel a greater
distance and simulate the retraction function. SQUEEZE DELAY is only active in the first
schedule in a REPEAT sequence.
9.4.1 SQUEEZE DELAY OPERATION
Setting the control for SQUEEZE DELAY will provide additional time before the programmed
SQUEEZE time in all schedules. The SQUEEZE indicator LED on the Control Panel will dim
slightly during the programmed SQUEEZE DELAY time. SQUEEZE DELAY time occurs only
during the first SQUEEZE of a series of repeated welding sequences (REPEAT mode).
SQUEEZE DELAY will be present in all schedules even if no other data has been entered.
SQUEEZE DELAY is not intended for use with SEAM modes of operation. If not required, set
S.d.S.d.
S.d.S.d.
S.d. to
0000
0000
00.
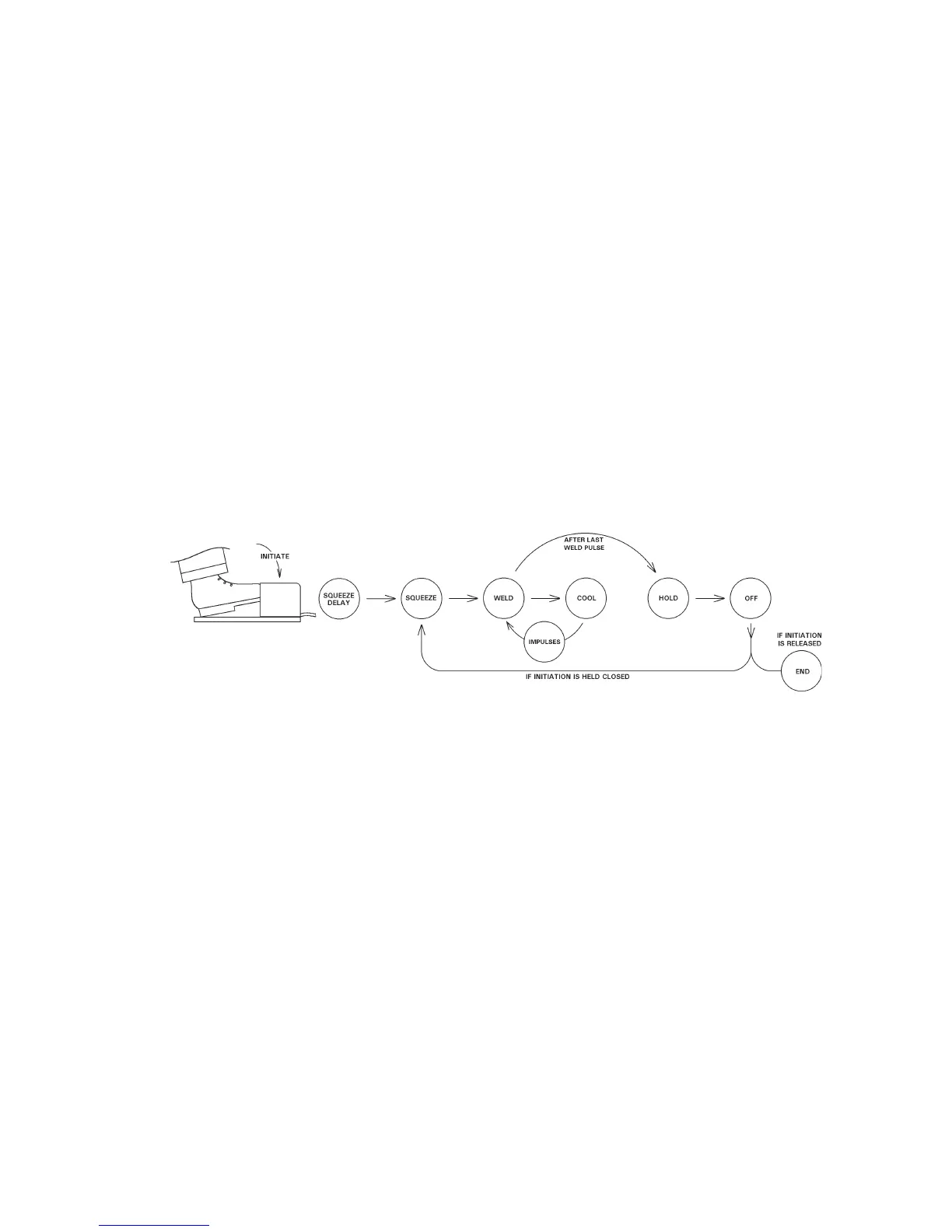
Figure 9-11. SQUEEZE DELAY operation
9.4.2 SQUEEZE DELAY PROGRAMMING
1. Press SELECT push button repeatedly until FUNCTION indicator LED has advanced past
SLOPE COUNT to enter data in EXTENDED FUNCTIONS (
EFEF
EFEF
EF).
2. Move through the EXTENDED FUNCTIONS until
S.d.S.d.
S.d.S.d.
S.d. appears in SCHEDULE display.
3. Press PROGRAM/OPERATE push button to place the control in PROGRAM mode.
4. Press DATA push buttons until desired SQUEEZE DELAY time (time=number of cycles) is
displayed in DATA display.
5. Press ENTER push button to store the desired data.
6. Select and enter CYCLE MODE=
0101
0101
01 (REPEAT).
7. Adjust SQUEEZE and OFF times to allow the electrodes to open only a short distance
between repeated welding sequences.
8. Press PROGRAM/OPERATE push button to put the control in OPERATE mode.

 Loading...
Loading...
