ENTRON Controls, LLC. • 700120S • Page 109
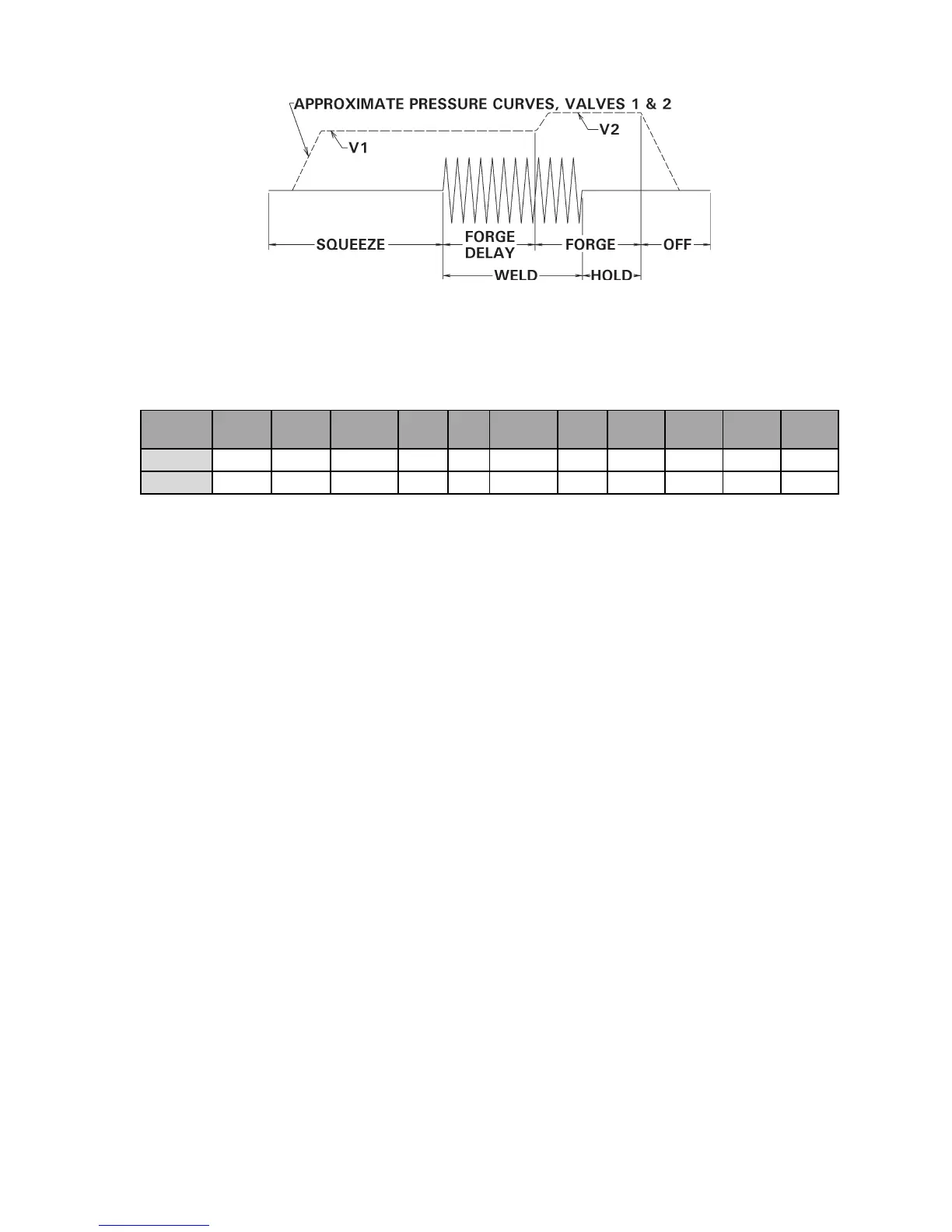
In the next example, Valve 1 will be the standard valve and Valve 2 will be the forging valve.
The total WELD time is 15 cycles at 95 PERCENT CURRENT with the forging valve activated
after 10 cycles.
For FORGE during WELD, it is possible to select a PERCENT CURRENT for the second
schedule different from that of the first schedule.
Other combinations of weld schedules may be combined to create other forging schedules. For
example, it would be possible to use UPSLOPE in the first sequence and PULSATION in the
second sequence.
9.1.6 FORGE DELAY WITH CHAINED MODE (cont.)
Figure 9-6. FORGE DELAY with CHAINED mode
SCHEDULE SQUEEZE
WELD/
HEAT
PERCENT
CURRENT
HOLD OFF IMPULSES COOL
VALVE
MODE
CYCLE
MODE
SLOPE
MODE
SLOPE
COUNT
00 20 10 95 00 00 01 00 01 02 00 00
01 00 05 95 20 00 01 00 03 00 00 00

 Loading...
Loading...
