ENTRON Controls, LLC. • 700120S • Page 67
BEAT INITIATION DURING SQUEEZE AND WELD –
b.E.b.E.
b.E.b.E.
b.E.=
0202
0202
02
BEAT DURING SQUEEZE AND WELD is typically used for brazing applications. It provides
the same functions as provided by BEAT DURING SQUEEZE; in addition the weld sequence
can be terminated before WELD time has elapsed. If the operator opens the initiation during
WELD time, the WELD time is interrupted and the control immediately advances to HOLD
time. If the initiation switch remains closed, however, the control will weld normally until the
end of the programmed schedule.
This flexibility is required for brazing parts with differing characteristics that require different
weld times. The WELD time must be set for the longest time required to bring the parts to the
required brazing temperature.
To program for BEAT DURING SQUEEZE AND WELD:
1. Put the control in PROGRAM mode.
2. Use SELECT to find
EFEF
EFEF
EF.
3. Use the SCHEDULE push buttons to find
b.E.b.E.
b.E.b.E.
b.E.
4. Use the DATA push buttons and make
b.E.b.E.
b.E.b.E.
b.E.=
0202
0202
02.
5. Press ENTER.
b.E.b.E.
b.E.b.E.
b.E. MODE –
b.E.b.E.
b.E.b.E.
b.E.=
0303
0303
03 *
In this mode, control will have faster response time after Emergency Stop or power-up, without
redundant checking schedule data validity. It will eliminate all self-checking delays as well.
This mode was added in PROM firmware version 619016-002J. It does not affect initiation and
control will operate, after closing initiation, exactly the same as in default NON-BEAT mode
(
b.E.b.E.
b.E.b.E.
b.E.=
0000
0000
00), except that control will be ready for initiation much faster. Faster initialization after
closing Emergency Stop input may be very useful when light
curtain is used.
When
b.E.b.E.
b.E.b.E.
b.E. is set to
0303
0303
03, the control will run a faster internal
self-check after reset. This will reduce the time the control
requires to go from an Emergency Stop condition to a Ready
To Operate condition. This time will range from 30ms to
60ms maximum. To accomplish this reduced time, the
redundant schedule data checking has been removed in this
mode. The schedule data is still checked before use in a
schedule when the weld sequence is initiated. The main
reason for this addition is for machine control systems that
use the TS1-ES1 and TS1-GND terminals to disable the weld
control between initiations.
The standard recovery time of 200ms could add to machine
cycle time if
b.E.b.E.
b.E.b.E.
b.E. is not set to
0303
0303
03. Before PROM firmware
version 619016-002J, recovery time was around 500ms. This
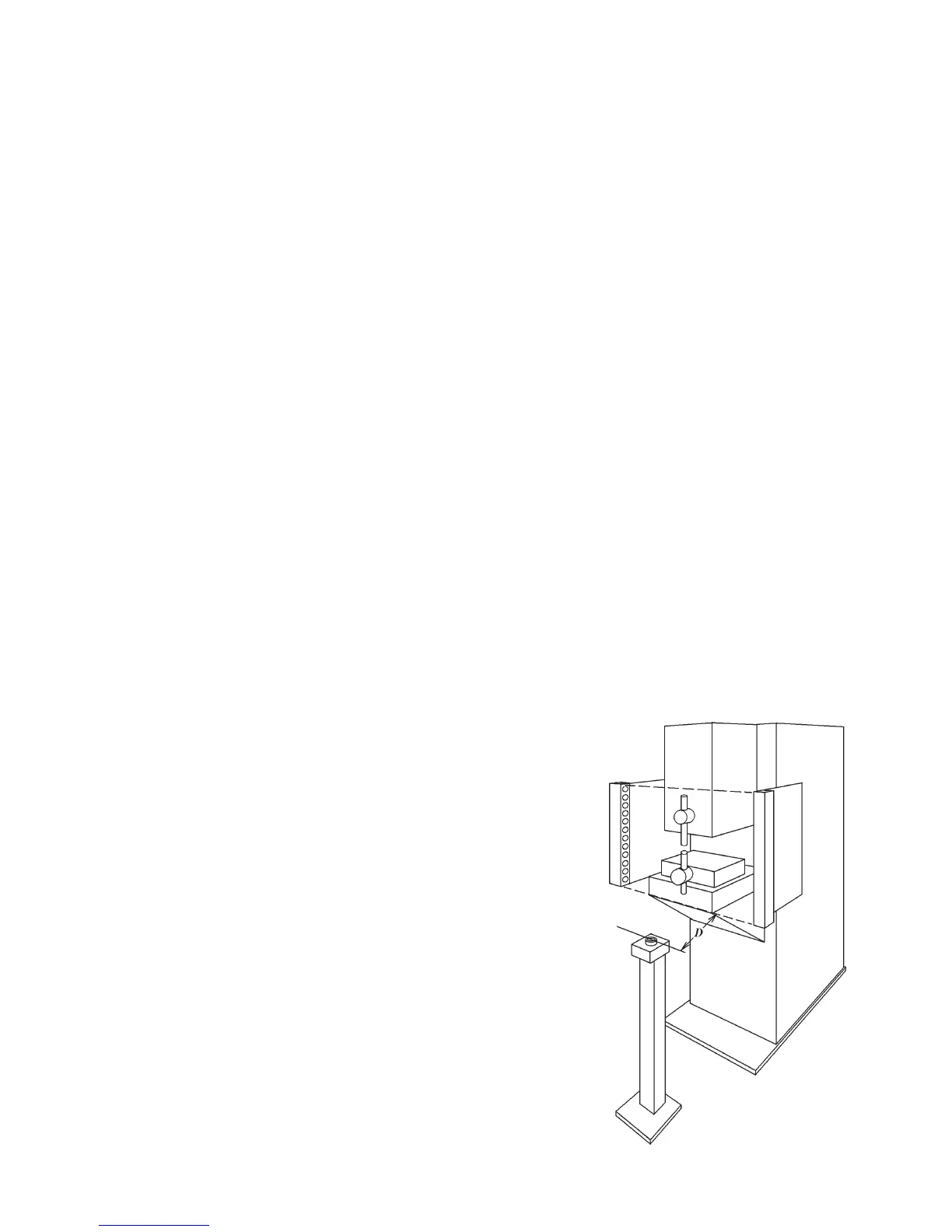
is especially apparent when light curtains, as shown in Figure
5-16, are used to activate the Emergency Stop circuit.
Figure 5-16. Using light curtain
5.4.8 BEAT OPERATION INITIATION MODES –
b.E.b.E.
b.E.b.E.
b.E. (cont.)
* This mode will not affect BEAT operation.

 Loading...
Loading...
