5-12 (G)
5. Einstellungen
LH71A / LH72
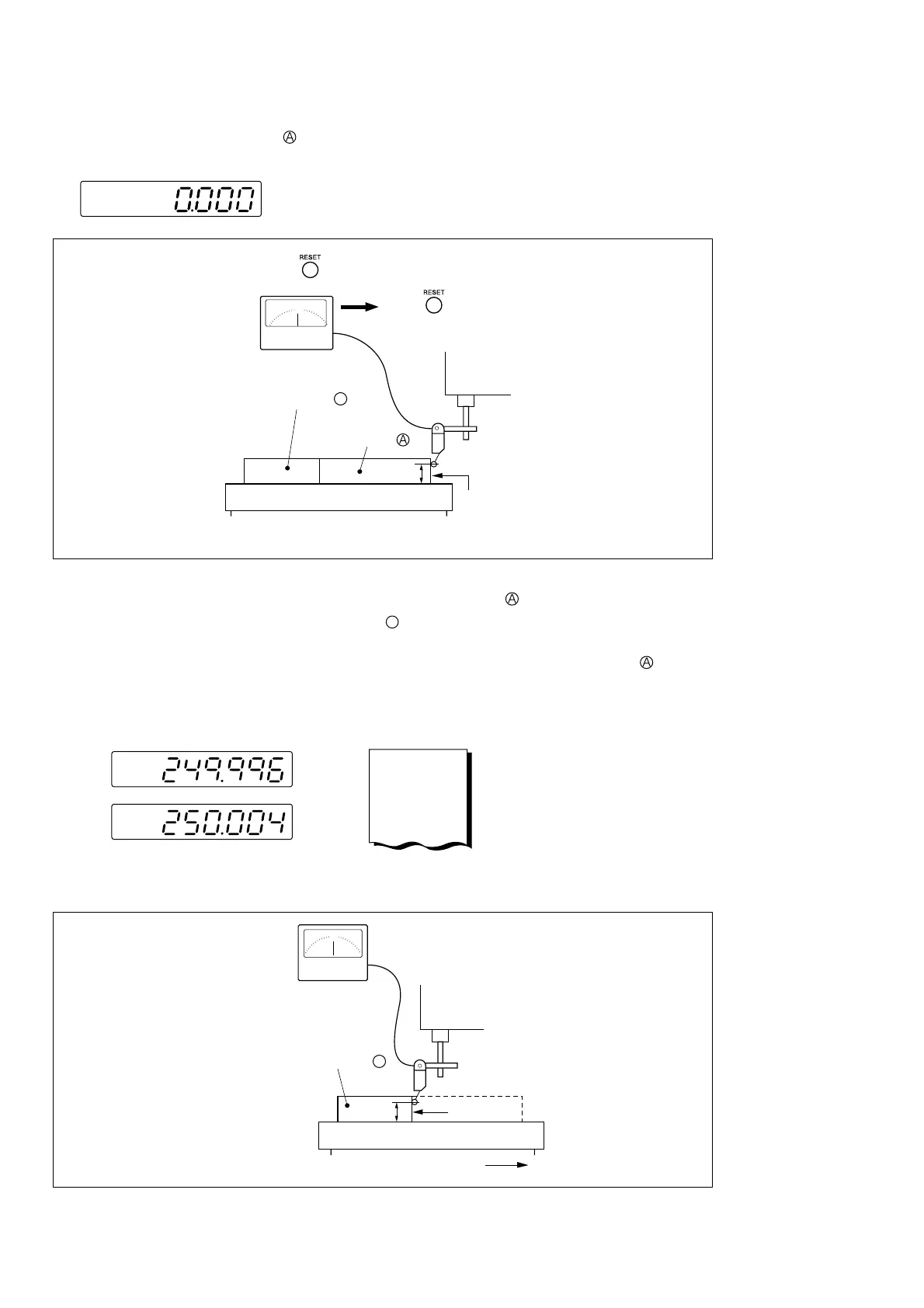
2 Die Fläche A des Endmaßblocks mit dem Taster eines elektrischen Mikrometers oder einer Messuhr
berühren und den Mikrometerzeiger auf „0“ einstellen. Gleichzeitig die Anzeigeeinheit zurückstellen.
Bei einer Anzeigeauflösung von 0,001 mm
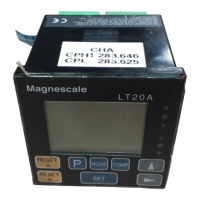
3 Als nächstes den Tisch vom Taster weg bewegen, den Endmaßblock entfernen, den Maschinentisch
erneut bewegen, die Fläche C des Endmaßblocks
B
mit dem Taster des elektrischen Mikrometers oder
der Messuhr berühren, und den Maschinentisch bewegen, bis das Mikrometer „0“ anzeigt. Die Differenz
zwischen dem an der Anzeigeeinheit angezeigten Wert und der Länge des Endmaßblocks notieren,
weil dies der zu kompensierende Linearfehler ist.
Im folgenden Beispiel wird gezeigt, wie der Betrag der Linearkompensation eingestellt wird.
h
Taste
Elektrisches Mikrometer
Spindelkopf
Endmaßblock
B
Endmaßblock
q Berühren des Tasters an die Fläche
Fläche A
Maschinentisch
w Die Taste drücken, wenn das Mikrometer „0“ anzeigt.
oder
Den zu kompensierenden
Linearfehler notieren.
0
h
Spindelkopf
w Berühren des Tasters an die Fläche
Fläche C
Bewegungsrichtung
Elektrisches
Mikrometer
Endmaßblock
B
Maschinentisch
q Den Maschinentisch bewegen.
e Die Bewegung fortsetzen, bis das
Mikrometer „0“ anzeigt.
NOTIZ
–0,004
oder
0,004 mm
Hinweis: Ändern Sie die Tasterhöhe h nicht, bis die Messung beendet ist.