LH71A / LH72
(CS) 7-15
7. 操作方法
7-2-9. 原点模式 (长度测量元件原点的使用方法)
可与附设原点的长度测量元件组合使用。
使用原点时,可根据原点偏移量在同一位置再现加工基准点。
当作业台在系统电源停止的情况下移动时,可以再现原来的加工基准点位置。
原点偏移量通过原点位置的检测或输入 (两者之一) 来设定。
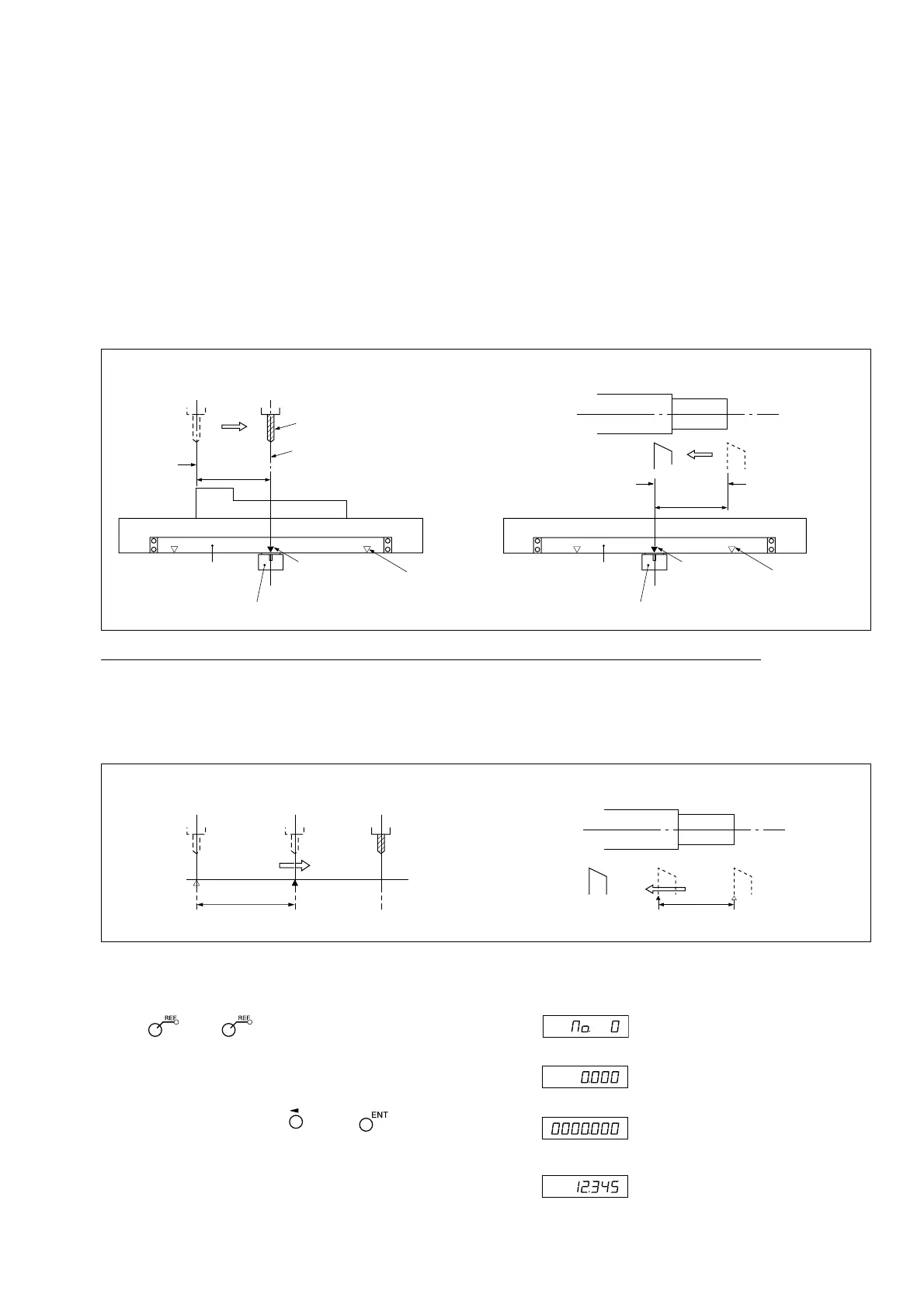
∗ 原点偏移量是指长度测量元件的原点至加工基准点的距离 (L)。
∗ 原点也可用作设定区间误差补偿时的基准。用作为设定区间误差补偿时的原点的使用方法请参见
“5-5-2. 区间误差补偿”。
L
L
铣床 车床
L
L
铣床 车床
工件
车刀
长度测量元件原点
(绝对原点)
加工基准点
有效长度显示记号
(两侧)
原点记号
读数头
附设原点的长度测量元件
机床作业台
附设原点的长度测量元件
读数头
有效长度显示记号
(两侧)
原点符号
长度测量元件原点
(绝对原点)
加工基准点
机床作业台
工件
移动
加工刀具
<原点偏移量的设定 / 保存 (原点固定)>
设定 / 保存原点偏移量 (L)。检测到原点位置后固定计数。
通过保存该值来再现加工基准点。
事先设定基准点。
显示
1 按 键。( 指示灯点亮)
↓
2 按下要固定原点的轴的 键后按 键。
等待原点状态。(现在值闪烁)
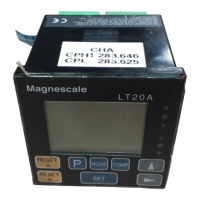
3 移动长度测量元件,当其通过原点时,
在原点位置保持计数。(轴标记闪烁)
∗ 进行原点检测时会发出“哔”的声音。
工件
通过原点
长度测量元件原点 加工基准点长度测量元件原点加工基准点
(显示现在值 (ABS))
(闪烁)
通过原点
(例:显示从原点到
基准点的距离 (L))