(G) 5-11
5. Einstellungen
LH71A / LH72
5-5. Kompensation
Eine Werkzeugmaschine weist im Allgemeinen einen eigenen geometrischen Fehler auf. Beispielsweise
wird bei einer Konsolfräsmaschine der Winkeltisch geringfügig geneigt, wenn sich der Tisch bewegt, und
die horizontale Komponente dieser Neigung wird als Fehler zur Messstabseinheitsverschiebung addiert.
Wenn der Anzeigewert erhalten wird, indem eine der tatsächlichen Verschiebung entsprechende
Fehlerkompensation addiert wird, wird der mechanische Fehler ausgeglichen und ein genauerer Anzeigewert
für die tatsächliche Verschiebung des Maschinentisches erhalten, wodurch eine genauere Bearbeitung erzielt
wird.
Die Einheit wurde werksseitig so eingestellt, dass die Kompensationsfunktion deaktiviert ist.
Die Kompensation erfolgt unter Verwendung von Linearkompensation und segmentierter Fehlerkompensation.
Linearkompensation : Eine Kompensation mit feststehender Rate wird auf den
Zählwert der Messstabseinheit ausgeübt.
Segmentierte Fehlerkompensation : Bei dieser Kompensation werden die Segmente ermittelt,
und der mechanische Fehler wird für jedes Segment
kompensiert.
Falls der Kompensationswert unbekannt ist, setzen Sie den Kompensationswert in den „Detaileinstellungen“
auf AUS, und nehmen Sie die Einstellungen nach der Messung des Kompensationswertes erneut vor.
5-5-1. Linearkompensation
Die Linearkompensation wird nach dem folgenden Verfahren eingestellt.
Kompensationswert (Fehler) messen
→
Linearkompensationswert („Detaileinstellungen“) einstellen
Kompensationsbetrag : bis zu ±600 µm/m (kann in Messstabseinheits-Eingangsauflösungseinheiten
eingegeben werden)
∗ Max. ±1000 µm/m mit der Erweiterungsfunktion
Der Kompensationsbetrag bezieht sich auf eine Verschiebung von 1 m für den Millimeterbetrieb. Stellen Sie
den Wert in Millimetereinheiten ein.
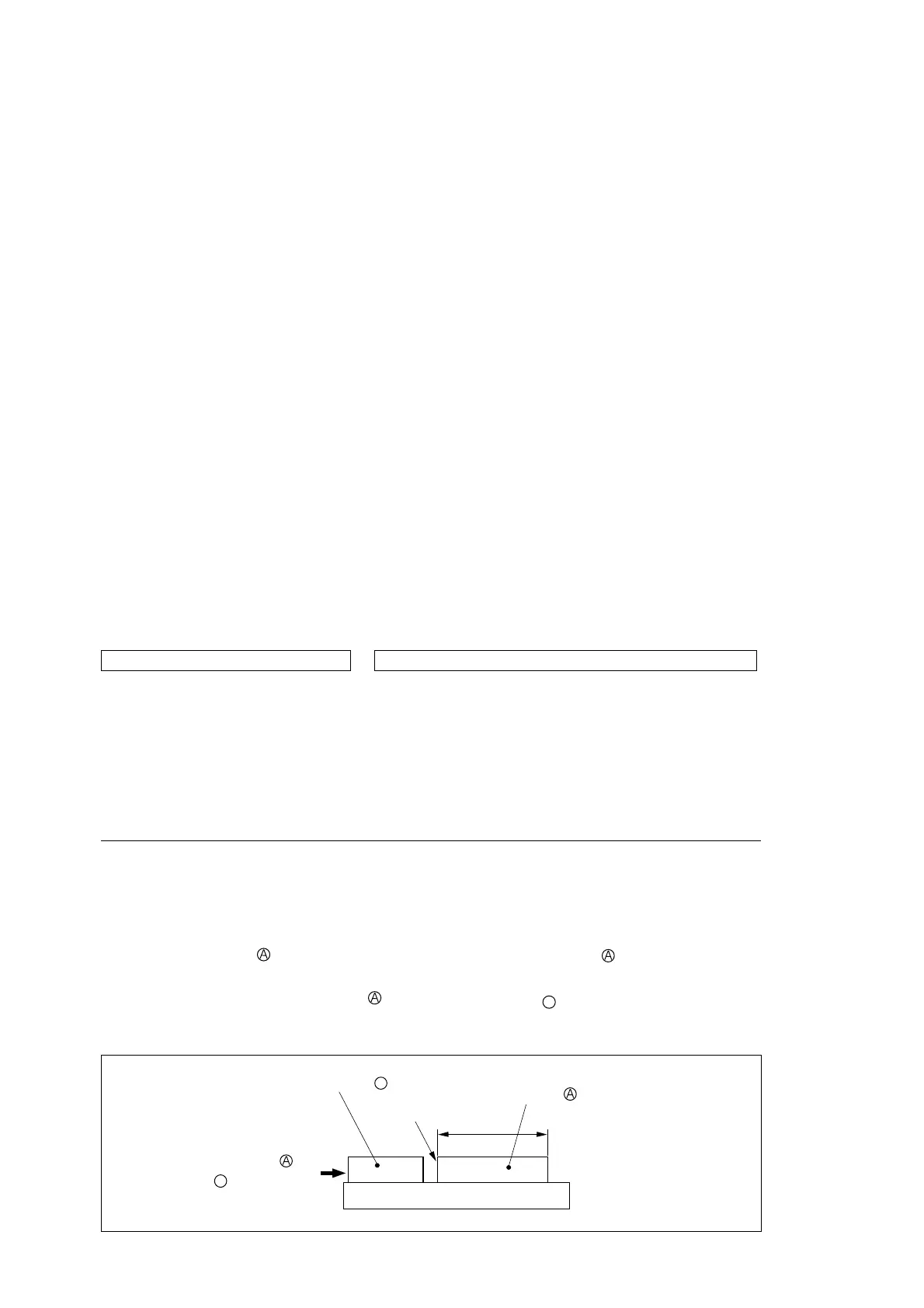
Fehler-(Kompensation)-messung (Linearkompensation)
Das folgende Beispiel beschreibt ein Maschinenfehler-Messverfahren zur Ermittlung des
Kompensationsbetrags.
1 Einen Endmaßblock auf den Maschinentisch legen, bis der Endmaßblock die gleiche Temperatur
wie der Maschinentisch angenommen hat.
Dann die Fläche B des Endmaßblocks mit einem Endmaßblock
B
berühren.
Beispiel: L = 250 mm (L = 9,84250 Zoll)
L
Endmaßblock
B
Fläche B
Endmaßblock
Maschinentisch
Endmaßblöcke
und
B
in Berührung
bringen