LH71A / LH72
(J) 7-15
7-2-8. 原点モード(測長ユニット原点の使用方法)
原点付測長ユニットとの組合せで使用することができます。
原点を用いると、原点オフセット量により、加工基準点を同じ位置に再現することができます。
システム電源が停止しているときにテーブルが動いてしまった場合など、もとの加工基準点位置
を再現することが可能です。
原点オフセット量は、原点位置の検出または入力のいずれかで設定します。
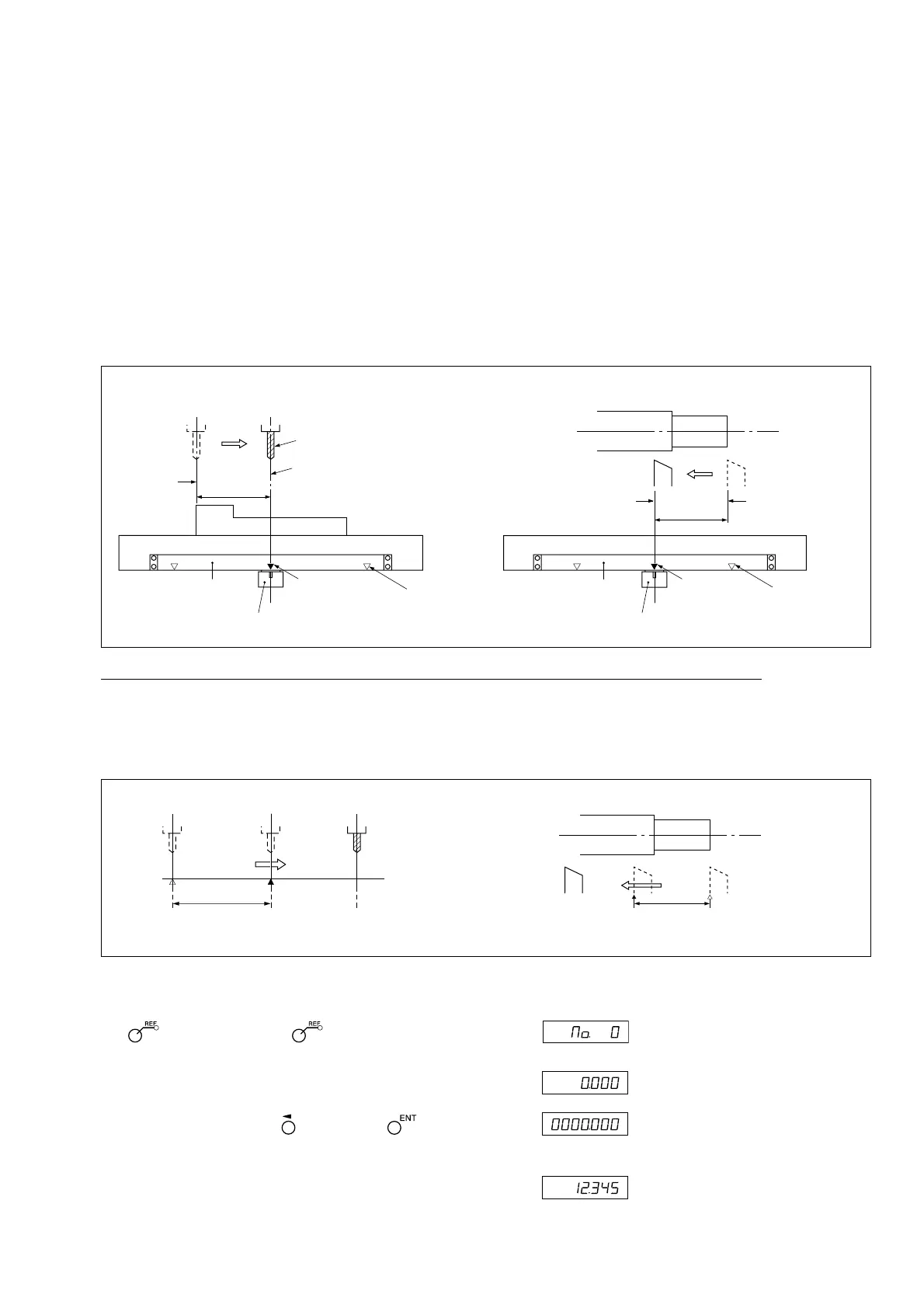
∗ 原点オフセット量とは、測長ユニットの原点から加工基準点までの距離(L)のことです。
∗ 原点は区間誤差補正を設定するときの基準としても使用します。区間誤差補正の設定時の原
点の使用については、「5-5-2.区間誤差補正」を参照してください。
7.操作方法
<原点オフセット量の設定/保存(原点ホールド)>
原点オフセット量(L)を設定/保存します。原点位置を検出するとカウントをホールドします。
この値を保存することによって加工基準点の再現を行ないます。
L
L
測長ユニット原点
(絶対原点)
原点付測長ユニット
機械テーブル
フライス盤
ワーク
バイト
加工基準点
有効長表示
マーク(両側)
原点マーク
検出ヘッド
旋盤
原点付測長ユニット
有効長表示
マーク(両側)
原点マーク
検出ヘッド
ワーク
加工基準点
測長ユニット原点
(絶対原点)
移動
加工刃物
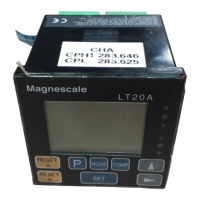
あらかじめ基準点を設定しておきます。
表示
1 キーを押します。( ランプ点灯)
↓
2 原点ホールドする軸の キーを押して キーを押します。
原点待ちになります。(現在値点滅)
3 測長ユニットを移動して原点を通過すると、原点位置で
カウントがホールドします。(軸ラベル点滅)
∗ 原点検出をしたときにピッと鳴ります。
L
L
フライス盤 旋盤
ワーク
原点通過
測長ユニット
原点
加工基準点
原点通過
測長ユニット原点加工基準点
(現在値表示(ABS))
(点滅)
(例:原点から基準
点までの距離(L)を
表示)
機械テーブル