NCK start-up
10.5 Parameterize axis data
CNC Part 1 (NCK, PLC, drive)
132 Commissioning Manual, 11/2006, 6FC5397-2AP10-2BA0
10.5.7 Position controller
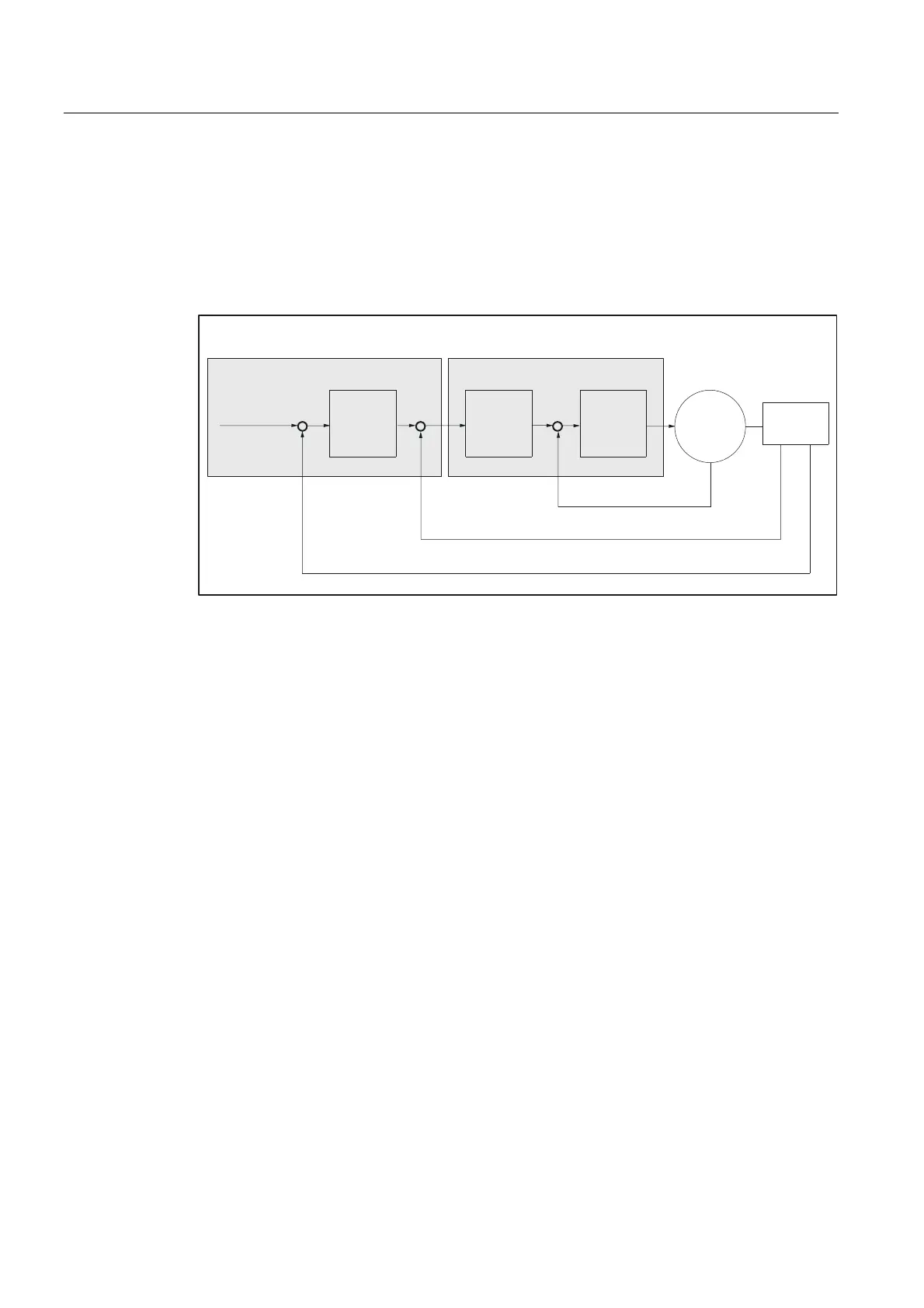
Control loops
The closed-loop control of a machine axis consists of the cascaded closed-loop control
circuits of current controller, speed controller and position controller.
$FWXDOFXUUHQWYDOXH
DFWXDOVSHHGYDOXH
352),%86'3GULYH6,180(5,.'
$FWXDOSRVLWLRQYDOXH
(QFRGHU0RWRU
3RVLWLRQVHWSRLQW
IURPWKH
,QWHUSRODWRU
LDFW
QDFW
3RZHU
FRQWUROOHU
QVHWS ,VHWS
6SHHG
FRQWUROOHU
3RVLWLRQ
FRQWUROOHU
Figure 10-12 Control loops
Traversing direction
If the axis does not traverse into the desired direction, the appropriate adaptation is made in
• MD32100 AX_MOTION_DIR (traversing direction)
The value "-1" reverses the direction of motion.
Control direction
If the control direction of the position measuring system is incorrect, it can be adjusted with
• MD32110 ENC_FEEDBACK_POL (sign of actual value)
adjusted.
Servo gain
To obtain high contour accuracy, a high loop gain (K
V
factor) of the position controller is
required. However, an excessively high K
V
factor causes overshoot, instability and
impermissibly high machine loads.
The maximum permissible K
V
factor is dependent on the dynamic response of the drive and
the mechanical system of the machine.
A K
V
factor of "0" leads to the position controller being cut.