NCK start-up
10.5 Parameterize axis data
CNC Part 1 (NCK, PLC, drive)
136 Commissioning Manual, 11/2006, 6FC5397-2AP10-2BA0
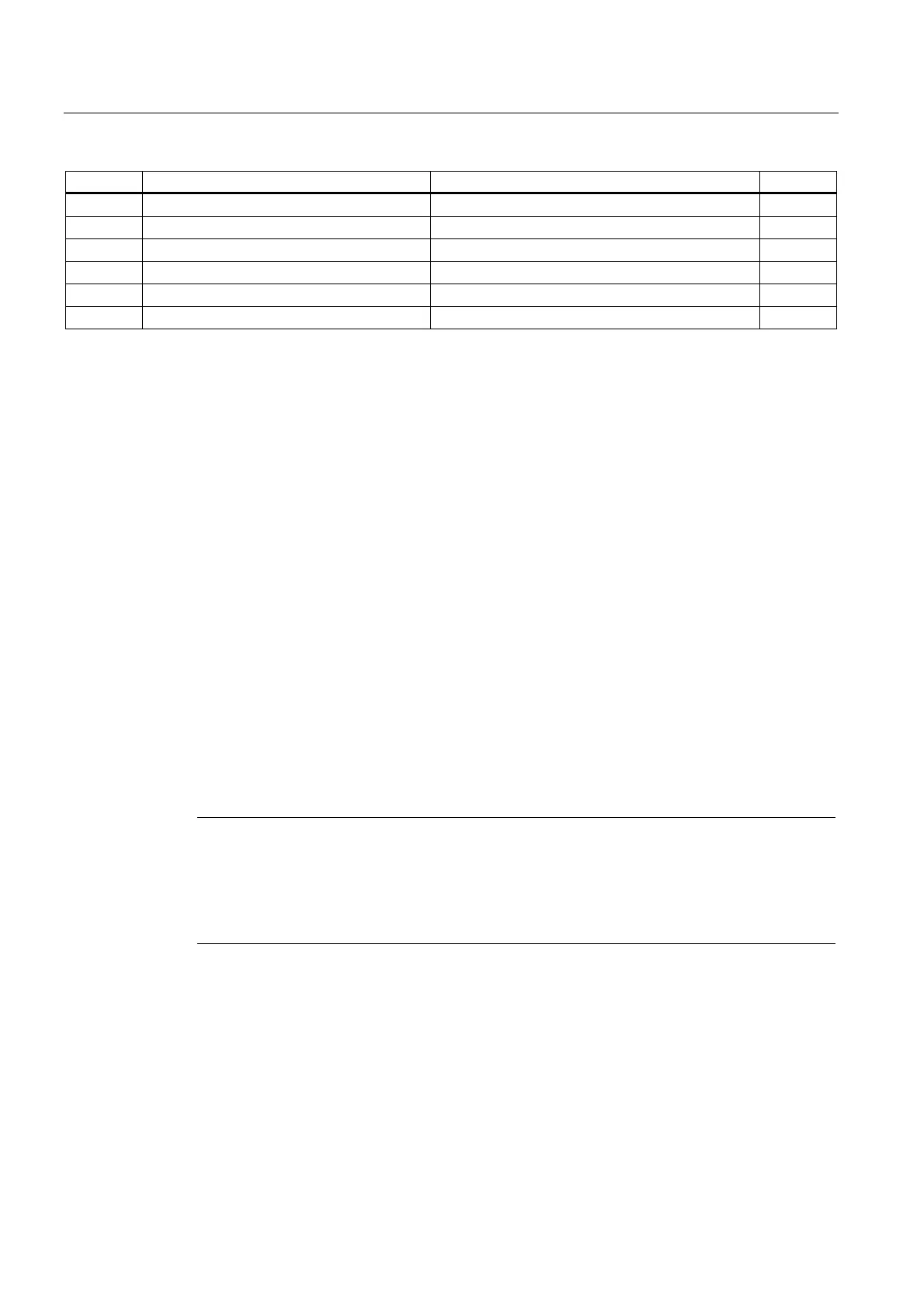
Number Identifier Name / remarks Reference
32420 JOG_AND_POS_JERK_ENABLE Enabling jerk limitation
32430 JOG_AND_POS_MAX_JERK Axial jerk
32431 MAX_AX_JERK Maximum axial jerk when traversing along the path
32900 DYN_MATCH_ENABLE[n] Dynamic response adaptation
32910 DYN_MATCH_TIME [n] Time constant for dynamic matching
36400 CONTROL_TOL Contour monitoring
Literature
Function Manual; speed, setpoint/actual-value systems, control: Closed-loop control
10.5.8 Speed setpoint matching
In the case of speed setpoint comparison, the NC is informed, which speed setpoint
corresponds to which motor speed in the drive, for parameterizing the axial control and
monitoring. Speed setpoint matching can be performed automatically or manually.
Automatic adjustment
It is possible to perform automatic speed setpoint adjustment if the drive supports acyclic
services on the PROFIBUS DP (standard for SINAMICS).
Acyclic services on the PROFIBUS-DP are supported
if in the following machine data the value "0" is entered:
• MD32250 RATED_OUTVAL (rated output voltage) [%]
During start-up of the NCK, speed setpoint matching between the NCK and the drive is then
performed automatically.
Note
If automatic speed setpoint matching fails for one axis, the following message is output on a
traverse request for his axis:
• Message: "Wait, axis enable missing"
This axis and any axes that interpolate with it are not traversed.
Manual comparison
If a non-zero value is entered into the following machine data, the NCK assumes that speed
setpoint matching will be performed manually.
• MD32250 RATED_OUTVAL (rated output voltage) [%]