NCK start-up
10.6 Parameterization of spindle data
CNC Part 1 (NCK, PLC, drive)
Commissioning Manual, 11/2006, 6FC5397-2AP10-2BA0
169
Notice
If the spindle encoder is not mounted directly on the spindle and there are speed-
transforming gears between the encoder and spindle (e.g. encoder mounted on motor),
then a reference cam signal connected to the drive module must be used for
synchronization. The control system then automatically resynchronizes the spindle after
each gear stage change. The user does not have to contribute anything here.
In general, backlash, gearbox elasticity and reference cam hysteresis reduce the
accuracy achievable during synchronization.
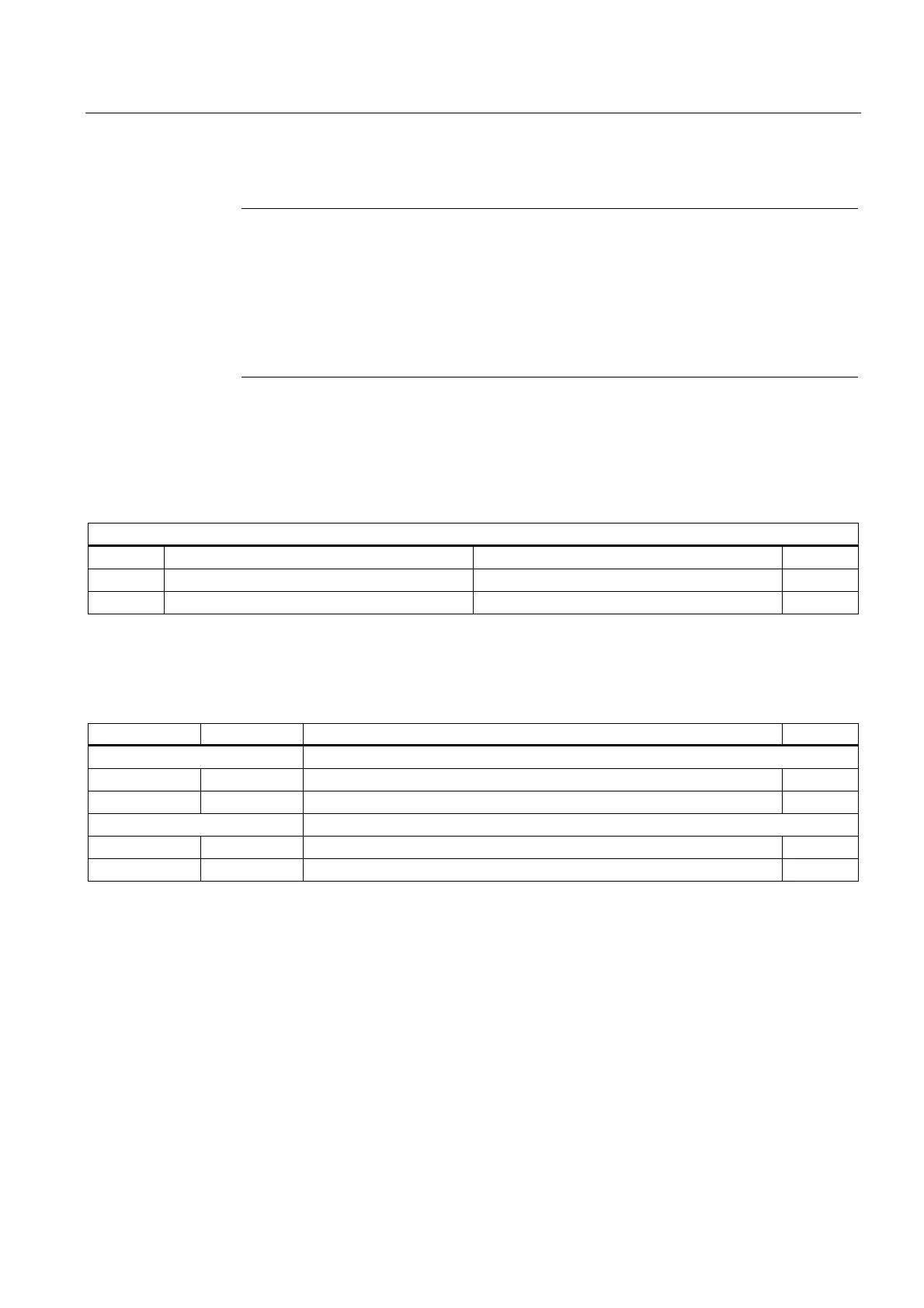
Machine data
Table 10-31 Synchronizing spindle: Machine data
Axisspecific ($MA_ ... )
34100 REFP_SET_POS Reference point value
34090 REFP_MOVE_DIST_CORR Reference point offset
34200 REFP_MODE Referencing mode
Interface signals
Table 10-32 Synchronizing spindle: Interface signals
DB number Bit, byte Name Reference
Axis-specific Signals from PLC to axis/spindle
31, ... 16.4 Synchronize spindle 1
31, ... 16.5 Synchronize spindle 2
Axis-specific Signals from axis/spindle to PLC
31, ... 60.4 Referenced/synchronized 1
31, ... 60.5 Referenced/synchronized 2