Fundamentals
15.9 Spindle data
CNC Part 1 (NCK, PLC, drive)
Commissioning Manual, 11/2006, 6FC5397-2AP10-2BA0
297
Literature
Programming Manual Basics
Programmiing Manual Cycles
Axis mode
The spindle can be switched from spindle mode to axis mode (rotary axis) if the same motor
is used for spindle and axis operation.
Switching between spindle modes
Switching between spindle and axis operation can be done as follows:
63260
632606326$
63&2)
&28321
6326$
0
000
63&2)
0
0
000
*
*
&2832)
2VFLOODWLRQPRGH
2SHQORRS
FRQWUROPRGH
3RVLWLRQLQJPRGH
$[LVPRGH
$[LVQDPH
6\QFKURQRXV
PRGH
5LJLGWDSSLQJ
*HDU
FKDQJHG
&KDQJH
JHDU
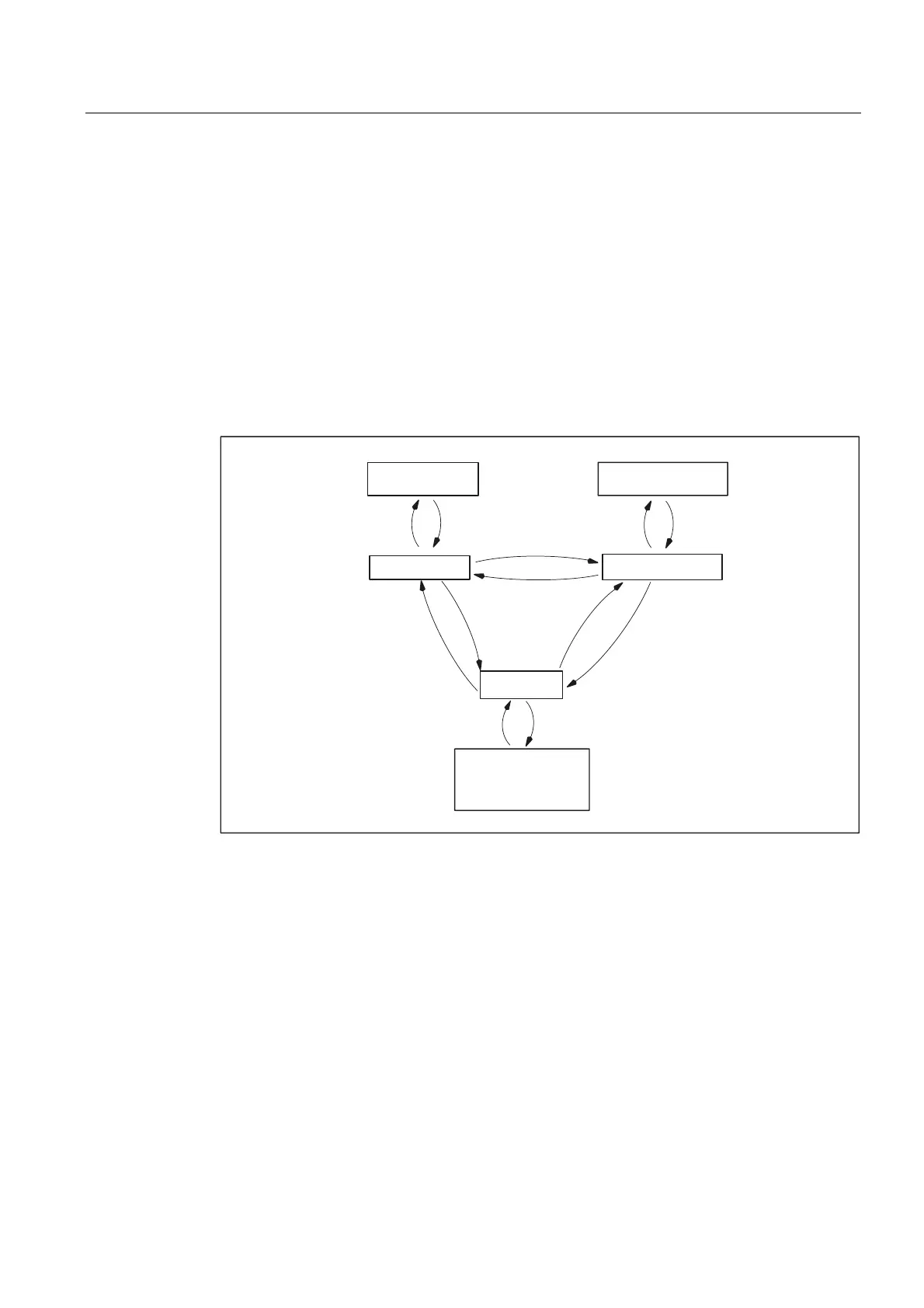
Figure 15-10 Switching between spindle modes
• Control mode --- Oscillation mode
The spindle changes to oscillation mode if a new gear step has been specified using
automatic gear step selection (M40) in conjunction with a new S-value or by M41 to M45.
The spindle only changes to oscillation mode if the new gear stage is not equal to the
current actual gear stage.
• Oscillation mode → Control mode
When the new gear is engaged, the interface signal:
DB31, ... DBX84.6 (Oscillation mode)
is reset and the interface signal:
DB31, ... DBX16.3 (Gear changed)
is used to go to control mode.
The last programmed spindle speed (S-value) is activated.
• Control mode → Positioning mode