5
Parameters operating area 01/2008
5.6 Zero/work offset
5
© Siemens AG 2008 All rights reserved.
5-230 SINUMERIK 840Di sl/840D sl/840D Operating Manual HMI-Advanced (BAD) - 01/2008 Edition
5.6 Zero/work offset
5.6.1 Function
Machine/
tool zero
The actual values are referred to the machine zero after a reference
point approach. The machining program of the workpiece refers to the
workpiece zero.
Machine zero and workpiece zero need not be identical. Depending
on the type of workpiece and the way it is clamped, the distance
between the machine zero and workpiece zero can vary. In part
program processing this is compensated for by the work offset.
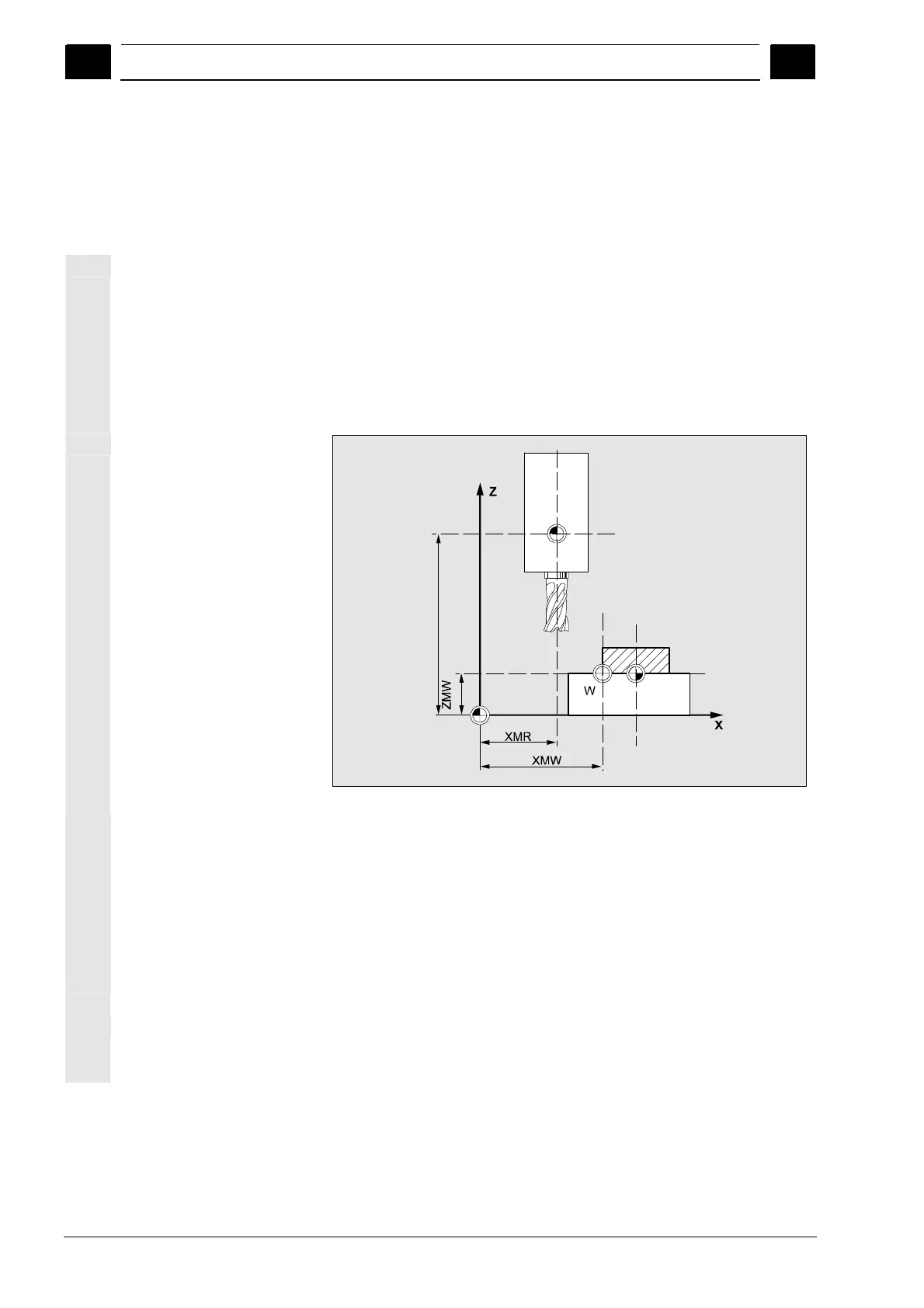
Work offset on a milling
machine
P
R=F
M
ZMR
WR
P
Tool setting point
W
Workpiece zero
F
Slide reference point
XMR, ZMR
Reference point coordinates
XMW, ZMW
Zero/work offset
M
Machine zero
R
Machine reference point
WR
Workpiece reference point
Effective WO
The work offset effective in an axis
$P_ACTFRAME=..
results from the sum of the following zero point
offsets:

 Loading...
Loading...











