POWERHEAD
CYLINDER/CRANKCASE/PISTON ASSEMBLY
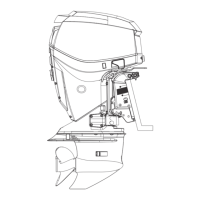
Measure the cylinder bore
in
the thrust and axial
directions at three depth positions A,
B,
and
C.
The difference between the two depth measure-
ments
;s
the cylinder bore taper.
The difference between the
axial and transverse
measurements
is
the cylinder bore out-of-round.
The service
limit for cylinder bore wear as 0.0022
in.
(0
.055 mm). If either taper or out-of-round mea-
surement exceeds service
limit, rebore or replace
cylinder.
- ,
.{
;ja
' ,
~
"".
• I
~
.
,
,
~Jl
004570
®
®
.
~©
---7J0C
'
!!II
EB
004571
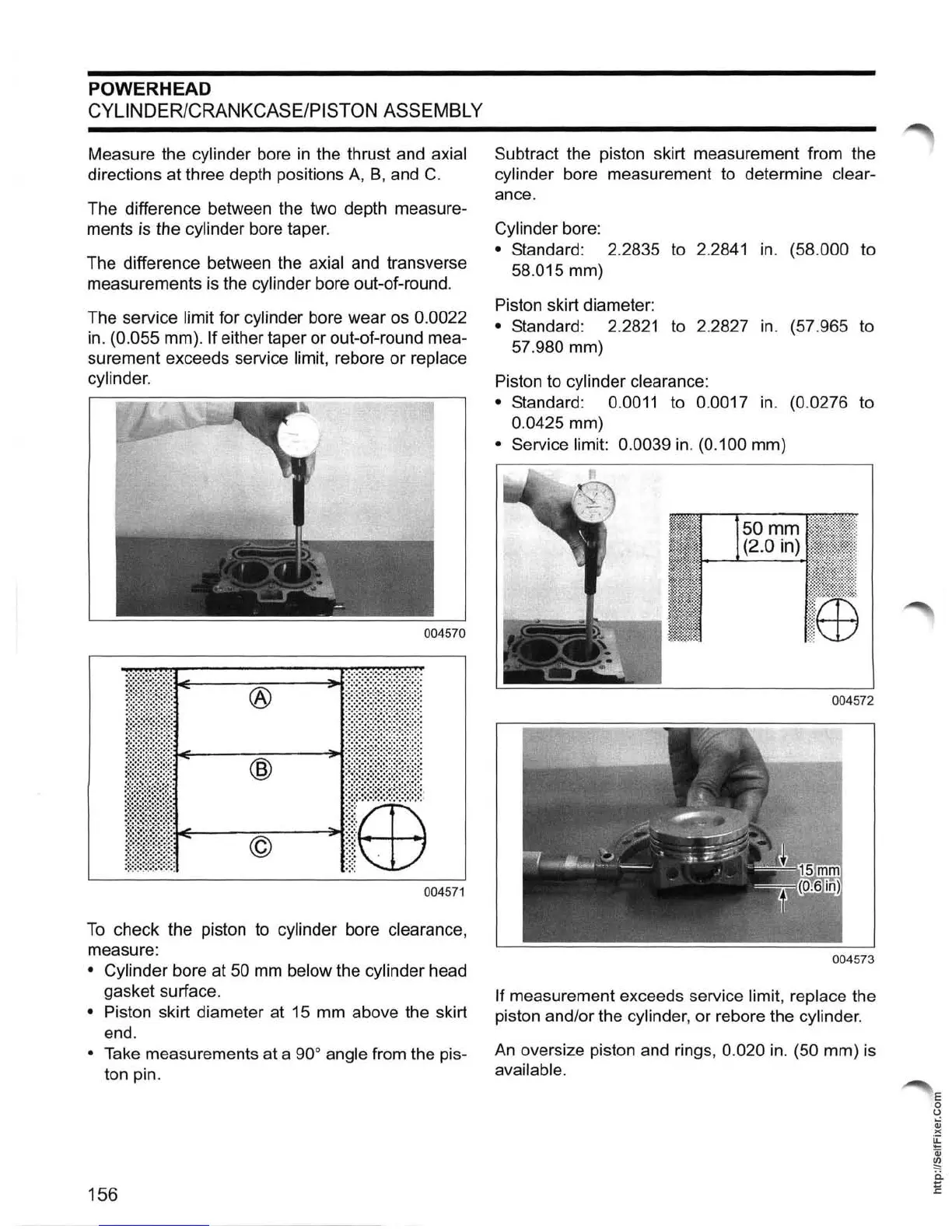
To
check the piston
to
cylinder bore clearance,
measure:
• Cylinder bore at
50
mm below the cylinder head
gasket surface.
• Piston skirt diameter at 15 mm above the skirt
end.
• Take measurements at a 90
0
angle from the pis-
ton pin.
156
Subtract the piston skirt measurement from the
cylinder bore measurement to determine clear-
ance.
Cylinder bore:
• Standard: 2.2835 to 2.
2841
in
. (58.000 to
58.015 mm)
Piston skirt diameter:
• Standard: 2.2821 to 2.2827
in.
(57.965 to
57.980 mm)
Piston to cylinder clearance:
• Standard: 0.
0011
to 0.0017
in
. (0.0276 to
0.0425 mm)
• Service limit: 0.0039
in
. (0.100 mm)
50mm
(2.0 in)
00
4572
0
04
57
3
If measurement exceeds service limit, replace the
piston and/or the
cylinder, or rebore the cylinder.
An
oversize piston and rings, 0.020
in
. (50 mm) is
available.