8 Maintenance
152
HSD S.p.A. © - h0107k01a.fm120718
8.1 Scheduled maintenance
It is essential to fully comply with scheduled maintenance in order to maintain the
usage and operating conditions envisaged by the manufacturer at the moment the
product is placed on the market.
The frequency was assessed considering a 5-day working week of 8 hours per day, in
normal environmental working conditions.
8.1.1 Check and clean the tool-holder seat and tool-holder cone
Frequency: DAILY
Clean at the end of each working day using a soft clean cloth.
To clean the highlighted surfaces, use a soft clean cloth.
DO NOT
use abrasive tools such as steel wool, metal brushes, emery cloth, acids or
any other aggressive means.
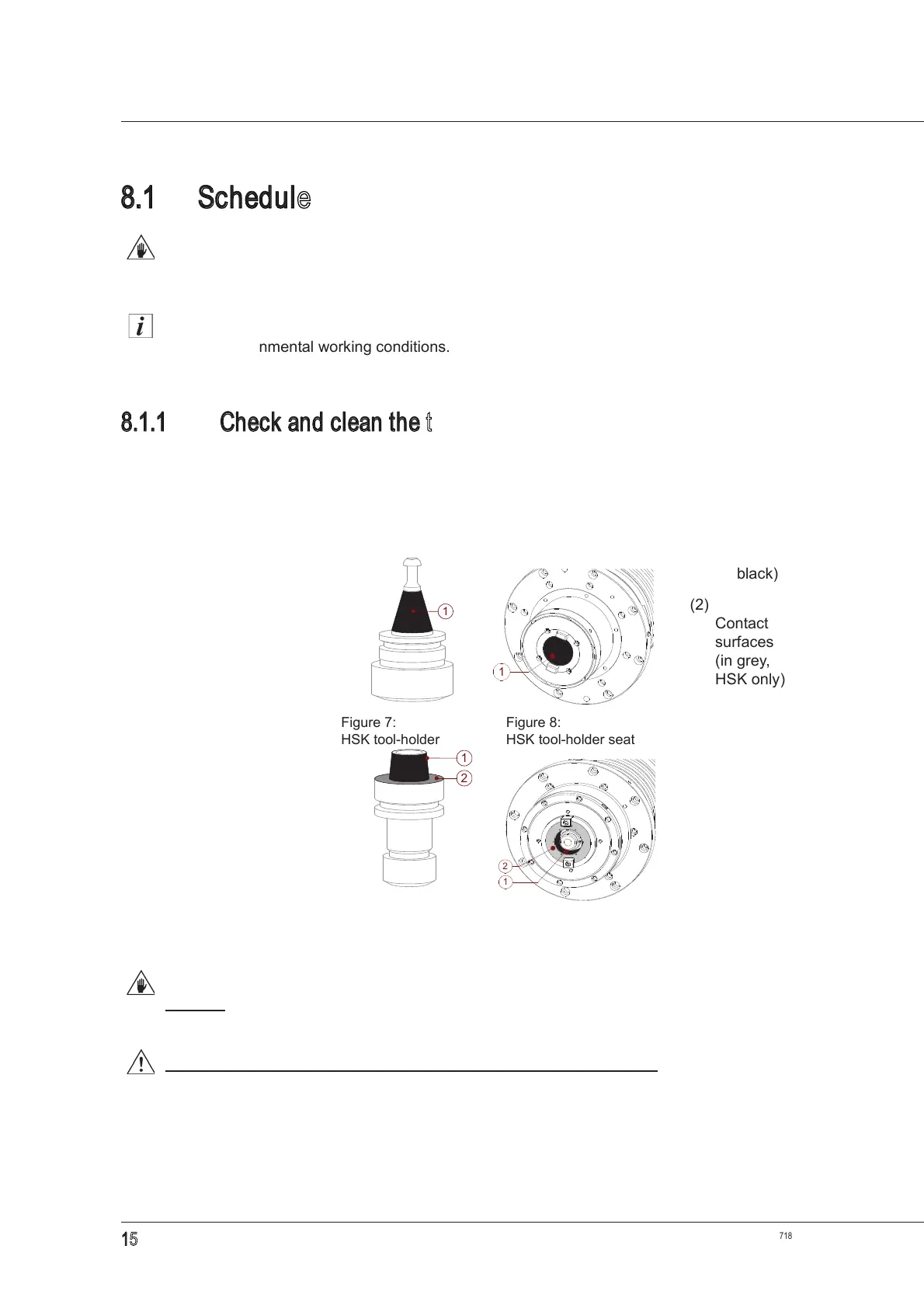
At the end of the working day, clean the surfaces highlighted in figures 5 to 8
with a soft clean cloth. Imperfect cleaning can lead to serious consequences for the
user's safety, the wear of the electrospindle and the tool-holder, and the accuracy and
efficiency of the machining operation.
The surfaces of contact
between tool holder and tool
holder seat must be kept
clean to ensure a secure
coupling.
At the beginning of the
working day, make sure that
the surfaces highlighted in the
figures from
5to 8are clean,
and free of dust, grease,
coolant, oil, metal particles or
machining waste, as well as
free of traces of oxide or
scale;
if necessary, clean with a
clean and soft cloth.
Figure 5:
ISO tool-holder
Figure 6:
ISO tool-holder seat
(1) Conical
surfaces
(in black)
(2)
Contact
surfaces
(in grey,
HSK only)
Figure 7:
HSK tool-holder
Figure 8:
HSK tool-holder seat