Valve Seat
Servicing
If the contact between valve and seat
is
not uni-
form, the
valve seat must
be
refaced.
Both intake and exhaust
valve seats must have
two chamfer
angles,
15°
and 45
°.
\ •• *
45
° •
•••
• •••
•••
1
.i
D
• •
••••
15"
•••
Use 45° cutter
to
reface valve seat.
004537
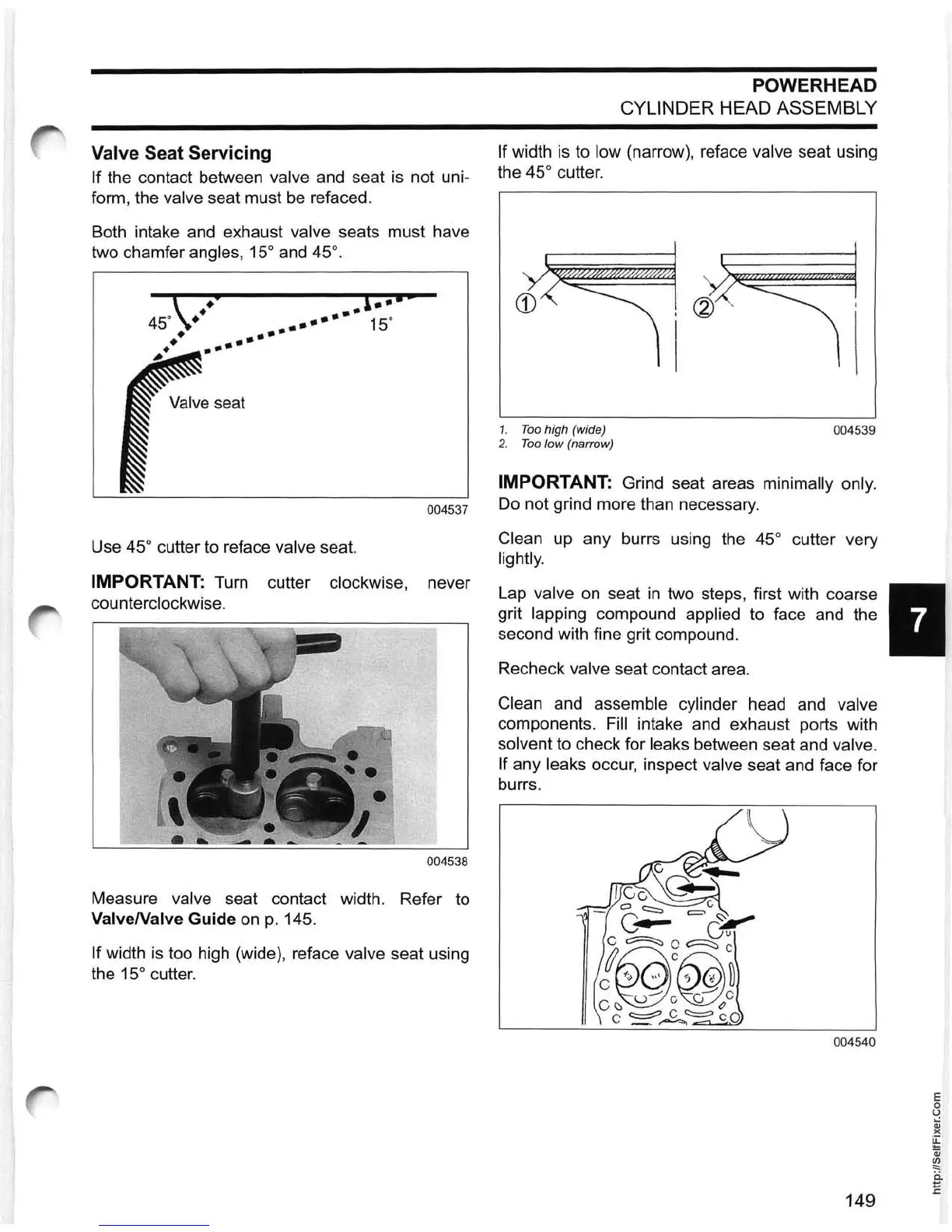
IMPORTANT: Turn cutter clockwise, never
cou
nterclockwise.
004538
Measure valve seat contact width. Refer to
ValveNalve Guide
on
p. 145.
If width
is
too high (wide), reface valve seat using
the 15° cutter.
POWERHEAD
CYLINDER HEAD ASSEMBLY
If width
is
to low (narrow), reface valve seat using
the 45° cutter.
1.
Too
high (wide)
004539
2.
Too
low (narrow)
IMPORTANT: Grind seat areas minimally only.
Do
not grind more than necessary.
Clean up any burrs using the 45° cutter very
lightly.
Lap valve
on
seat
in
two steps, first with coarse 7
grit lapping compound applied
to
face and the
second with fine grit compound.
Recheck
valve seat contact area.
Clean and assemble cylinder head and valve
components. Fill intake and exhaust ports with
solvent to check for leaks between seat and valve.
If
any leaks occur, inspect valve seat and face for
burrs.
004540
149
E
o
U
Qj
)(
~
Qj
~
ii
E