G-code setting example:
N00 G90
N01 G01 X100 Y100 F100 E1 E-1
N02 G99
N03 G17
N04 G02 X200 Y100 I50 J0 F100 E1 E-1
● Explanation of G-code
N00: The target position is specified as absolute coordinates. (This specification can be
omitted if the default setting of G90 is applied.)
N01: Movement to X100 / Y100 coordinates (linear interpolation) is performed.
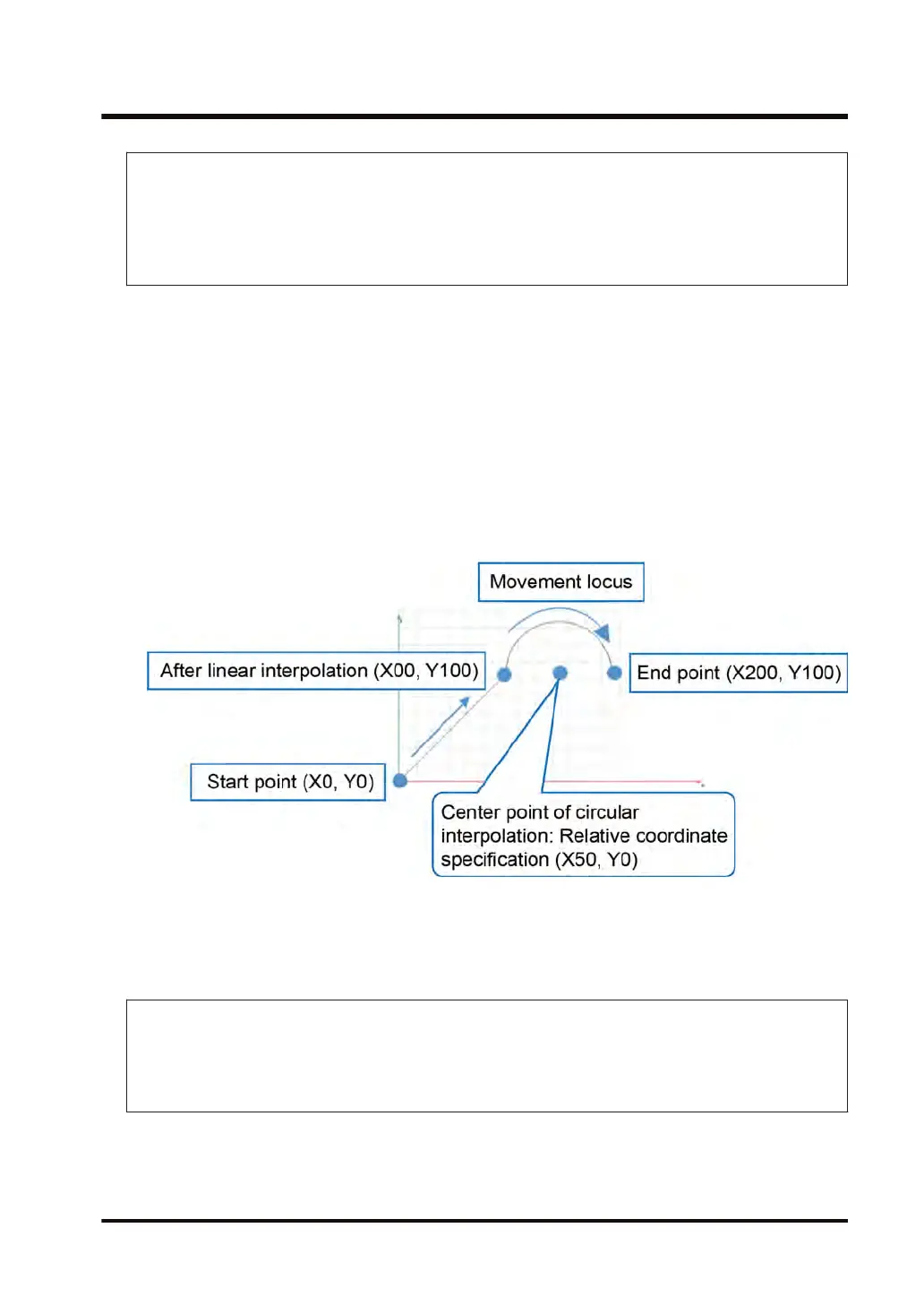
N02: A center point is specified as relative coordinates.
N03: An XY
-plane is selected.
N04: Circular interpolation is performed in the XY-plane according to the following values.
Current value (X100, Y100), end point (X200, Y100)
Center point entered as relative coordinates (X50, Y0)
Velocity 100
Acceleration 1 [u/sec
2
], deceleration -1 [u/sec
2
]
■
Center point absolute coordinate specification (G98)
Center points can be specified as absolute coordinates, as below
. Coordinates for all
movements including center point coordinates are specified as absolute coordinates.
[Setting example]
G-code setting example:
N00 G90
N01 G01 X100 Y100 F100 E1 E-1N02 G98
N03 G17
N04 G02 X200 Y100 I150 J100 F100 E1 E-1
● Explanation of G-code
N00: Absolute coordinate specification is set. (This specification can be omitted if the default
setting of G90 is applied.)
N01: Movement to X100 / Y100 coordinates (linear interpolation) is performed.
11.5 Multi-axis Operation
WUME-GM1RTXOP-01 11-75