- Average tare of a packaging in [g]
- Standard deviation
-
Characteristics of negative errors T1 in a sample
-
Characteristics of negative errors 2T1 in a sample
- Net mass of the controlled package
- Packaging tare
Status
- Packaging control status
Command on control process with quantity of all
packages to be weighed
- Mass confirmation
- Auto logout
- Data on a control in progress
- Control completion
Caution:
In order to carry out a product control using “non-destructive average tare”
mode, in accordance with the regulation on standard deviation “S”, the mass of
packages is determined from at least 10 measurements, and the standard
deviation cannot be greater than 0.25 of the maximum permissible negative
error T for nominal mass of a package.
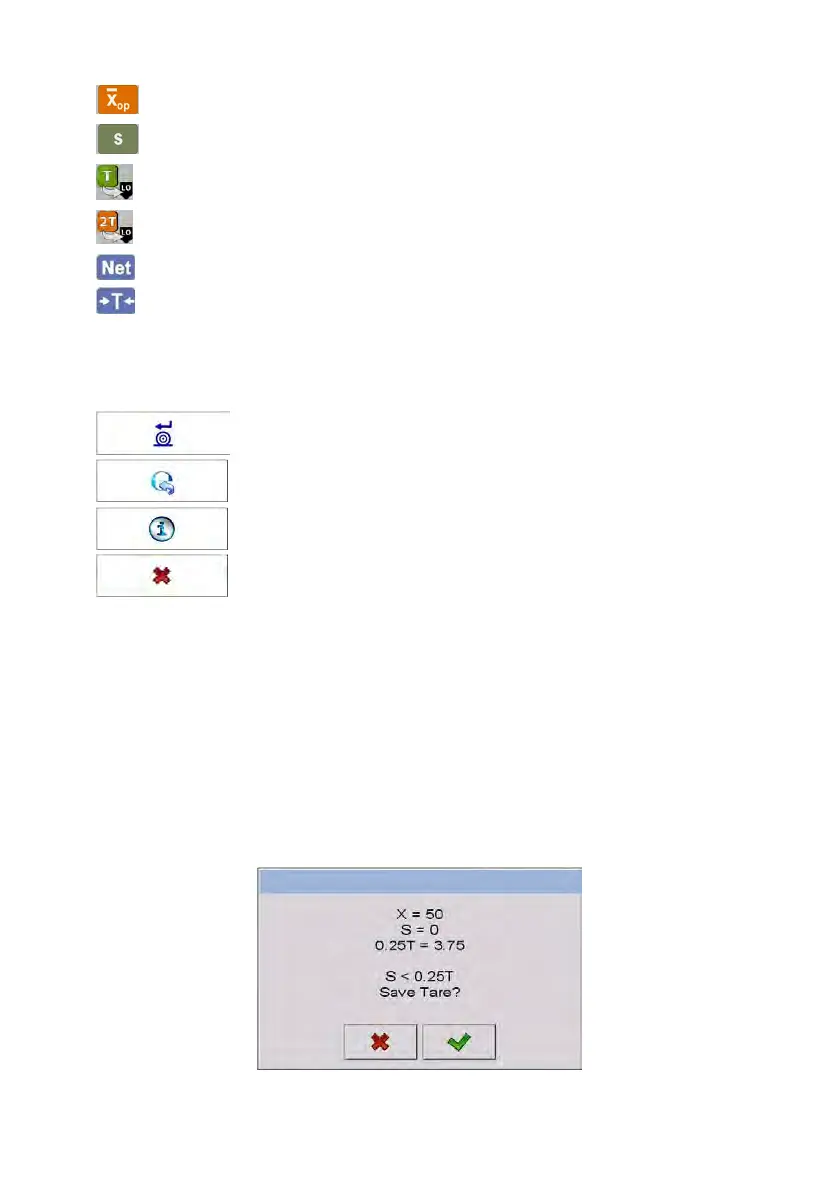
If an operator carries out the last measurement of the packaging mass, the
software displays a summary of the process. Automatically, the system
generates a report is saved in the scale database:

 Loading...
Loading...



