Fundamentals
15.9 Spindle data
CNC Part 1 (NCK, PLC, drive)
302 Commissioning Manual, 11/2006, 6FC5397-2AP10-2BA0
Change to spindle mode
The interpolation parameter (set 1 ... 5) is selected according to the currently valid gear step.
The feedforward control function is always activated, except for tapping with compensating
chuck.
Machine data:
MD32620 $MA_FFW_MODE (feedforward control type)
must always be not equal to 0.
Feedforward control should always be operated with the value 100% to avoid alarms being
output during positioning.
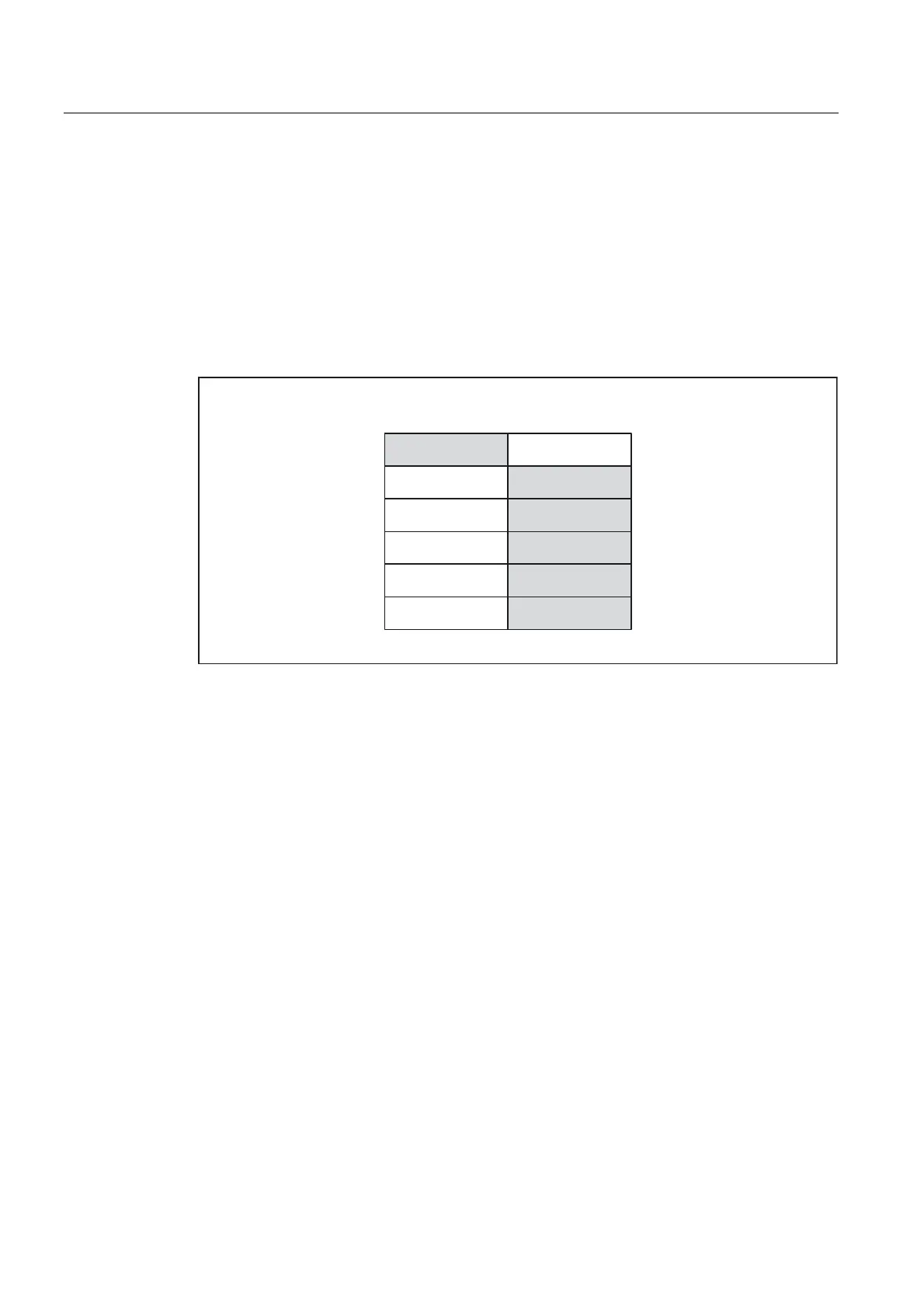
$[LVPRGH 6SLQGOHPRGH
'HSHQGLQJRQJHDUVWHS
3DUDPHWHUVHW
9DOLG
9DOLG
9DOLG
9DOLG
9DOLG
9DOLG
Figure 15-12 Validity of parameter sets for axis and spindle modes
Master spindle
In order to use diverse spindle functions in one channel, like for instance
• Revolutional feed (G95)
• Tapping with compensation chuck (G63)
• Thread cutting (G33)
• Dwell time in spindle revolutions (G4 S...)
it is necessary to define a master spindle in each channel:
• MD20090: SPIND_DEF_MASTER_SPIND (master spindle initial setting in channel)
The spindle number defined in machine data MD35000: SPIND_ASSIGN_TO_MACHAX
(spindle number) of the channel spindle that ist be used as master spindle is entered in this
machine data.
Spindle reset
The following machine data defines whether the spindle is to remain active after reset (IS:
DB21,... DBX7.7) or end of program (M02/M30).
• MD 35040: SPIND_ACTIVE_AFTER_RESET (spindle active after reset)
To cancel spindle movements, an independent spindle reset is required: