iCNC Performance
Manual 0-5401 iHC 6-7
6.7 iHC Software
6.7.1 Pierce/Cut Sequence
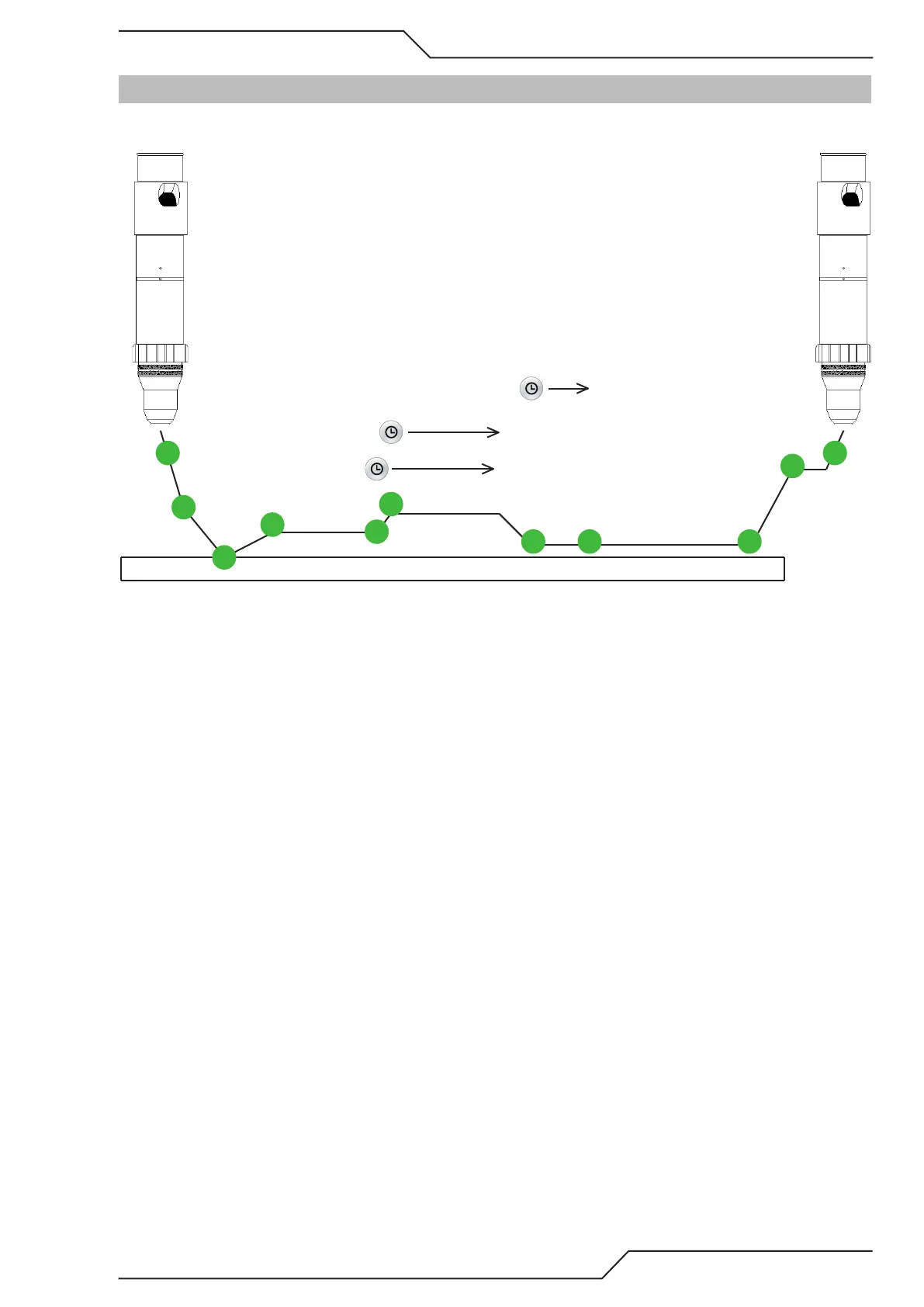
Pierce/Cut Flow Sequence:
1. IHS Start activated torch starts to find the plate.
2. Torch reaches slowdown height and starts to move slowly.
3. Torch touches the plate.
4. Torch moves to ignition height and gives command to start the plasma.
5. Plasma arc ignites and gives ok to move signal to the height controller. Pierce time T1 starts
6. Torch moves to pierce height. Pierce height delay T2 starts
7. After Pierce time T1 ends iHC XT Ok to move signal output activates and
cutting motion starts.Torch moves to cut height after pierce height timer ends.
8. AVC control starts after AVC delay T3 ends.
9. Cuth path ends.
10. Torch moves to retract height.
11. If idle for long enough torch retracts to home position.
1.
2.
3.
4.
11.
5.
6.
7. 9.
10.
8.
T2
T1
T3