5 SUPPLEMENT
5-4
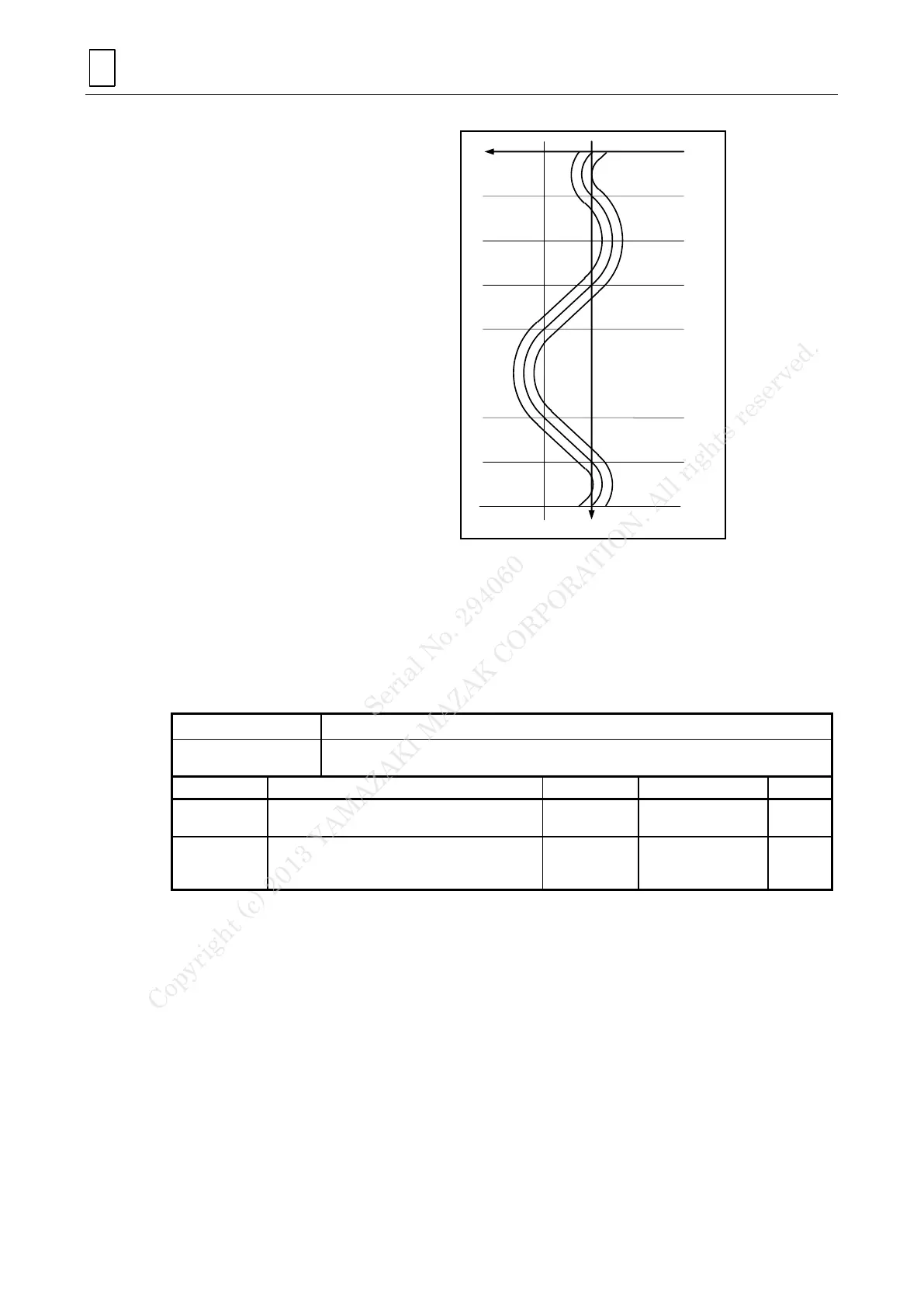
2. Sample
N01 G54 G90 G0 X0 Y0 C0
N02 Z0 B90.
N03 M3 S800
N04 G68 X0 Y0 Z0 I0 J1 K0 R90.
N05 G1 Z-5. F2000
N06 G7.1 C63.662
N07 G17 G1 G41 X0 C0 D1
N08 G3 C45. R30.
N09 G2 C135. R60.
N10 G1 X50. C180.
N11 G3 C270. R60.
N12 G1 X0. C315.
N13 G2 C360. R30.
N14 G1 G40
N15 G1 G42 X0. C360. D1
N16 G3 C45. R30.
N17 G2 C135. R60.
N18 G1 X50. C180.
N19 G3 C270. R60.
N20 G1 X0. C315.
N21 G2 C360. R30.
N22 G1 G40
N23 G7.1 C0
N24 M30
3. Notes
The above preparatory function (G-code) must be given in a single-command block.
In the mode of cylindrical interpolation the radius of the cylinder (c) cannot be
otherwise modified than to zero. That is, the modification must be done after canceling
the mode temporarily.
D. Automatic return to reference point
1. Command
Use a G28 command to perform return to the first reference point (zero point) after rapid
positioning (in G00 mode) to the desired intermediate point along the specified axes.
Interm. point (X, Y, Z-axis)
±99999.9999 (mm)
±9999.99999 (in)
Interm. point (Additional axis)
±99999.9999 (mm)
±9999.99999 (in)
±99999.9999 (°)
Serial No. 294060
Copyright (c) 2013 YAMAZAKI MAZAK CORPORATION. All rights reserved.
 Loading...
Loading...