4 MACHINING PROGRAM
4-20
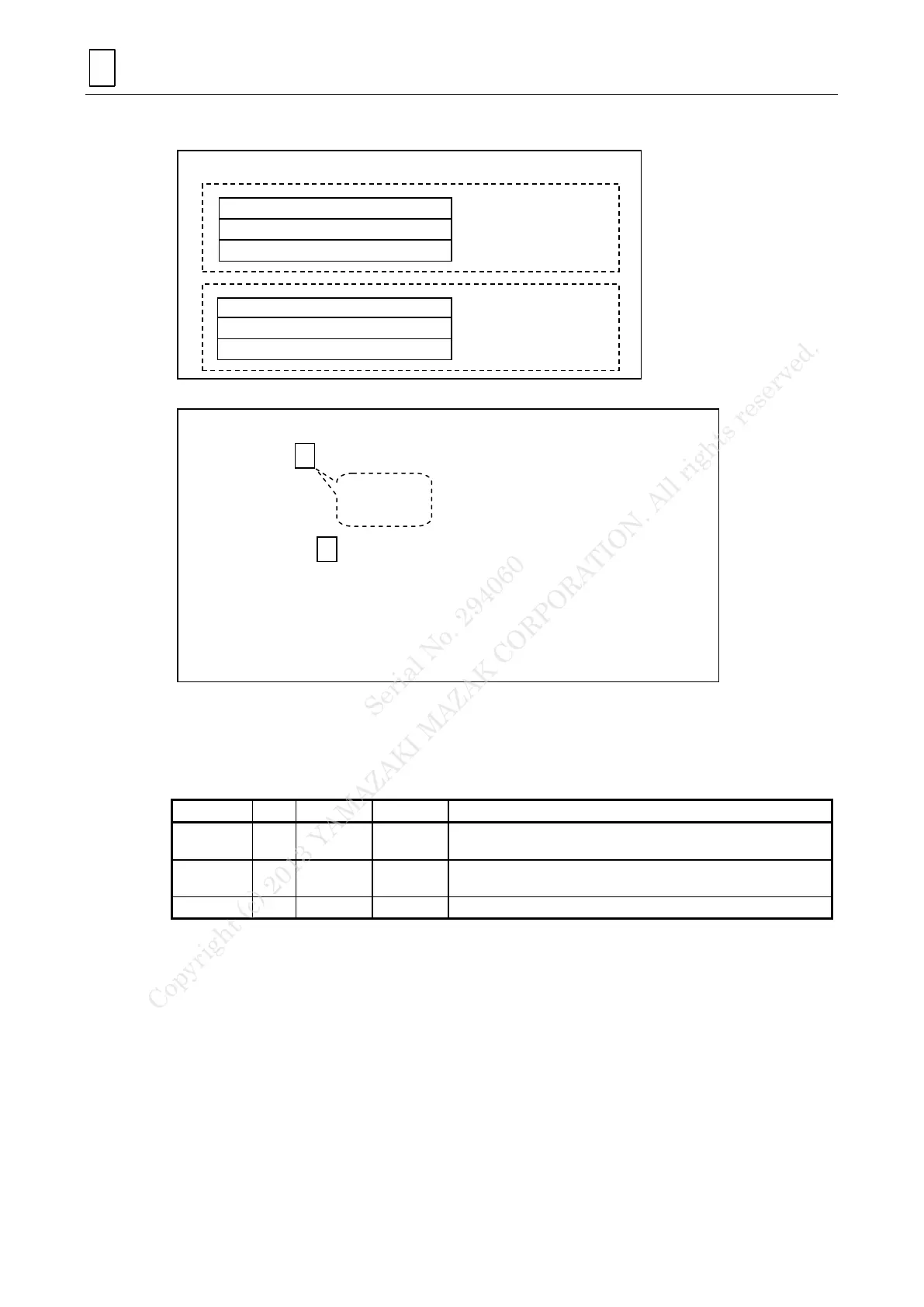
B. Program composition
C. Parameter setting
The main parameter of processing is described.
The table shows the standard parameter and setting set in this manual.
Parameter setting
Moving axes by using G49 (tool length offset cancel) in G43 (tool
length offset) mode Invalid
Return distance in Z-axis at wall during rough cutting in bar
machining or in corner machining
Cutting depth in the composite-type fixed cycle
Note : SU103 and SU102 are to be used respectively as arguments R (SU102) and U
(SU103), when R or U in G271 is omitted.
G00G90G43XxYy Zz HhP1
M250
G271UdRr
G271PpQqUuWwFf
NpG41(G42) DdG0Xx Zz
(Finishing contour)
NqXxZz
G0XxZz
G40G80
Machining motion of program component –Turning machining-
--- Tool length offset (for turning tool)
This point will be a cycle start point.
--- Spindle speed attainment check
--- G271 input( details shown on other page)
--- G271 input
--- Head block for finishing contour
Nose radius compensation
--- Turning for work shape
--- End block for finishing contour
--- Escape
--- Nose radius compensation OFF
Fixed cycle OFF
Same value
with cycle
start block
Instruction in
preparation motion
for machining
Instruction in
machining motion
Program composition element
Serial No. 294060
Copyright (c) 2013 YAMAZAKI MAZAK CORPORATION. All rights reserved.
 Loading...
Loading...