MACHINING PROGRAM 4
4-9
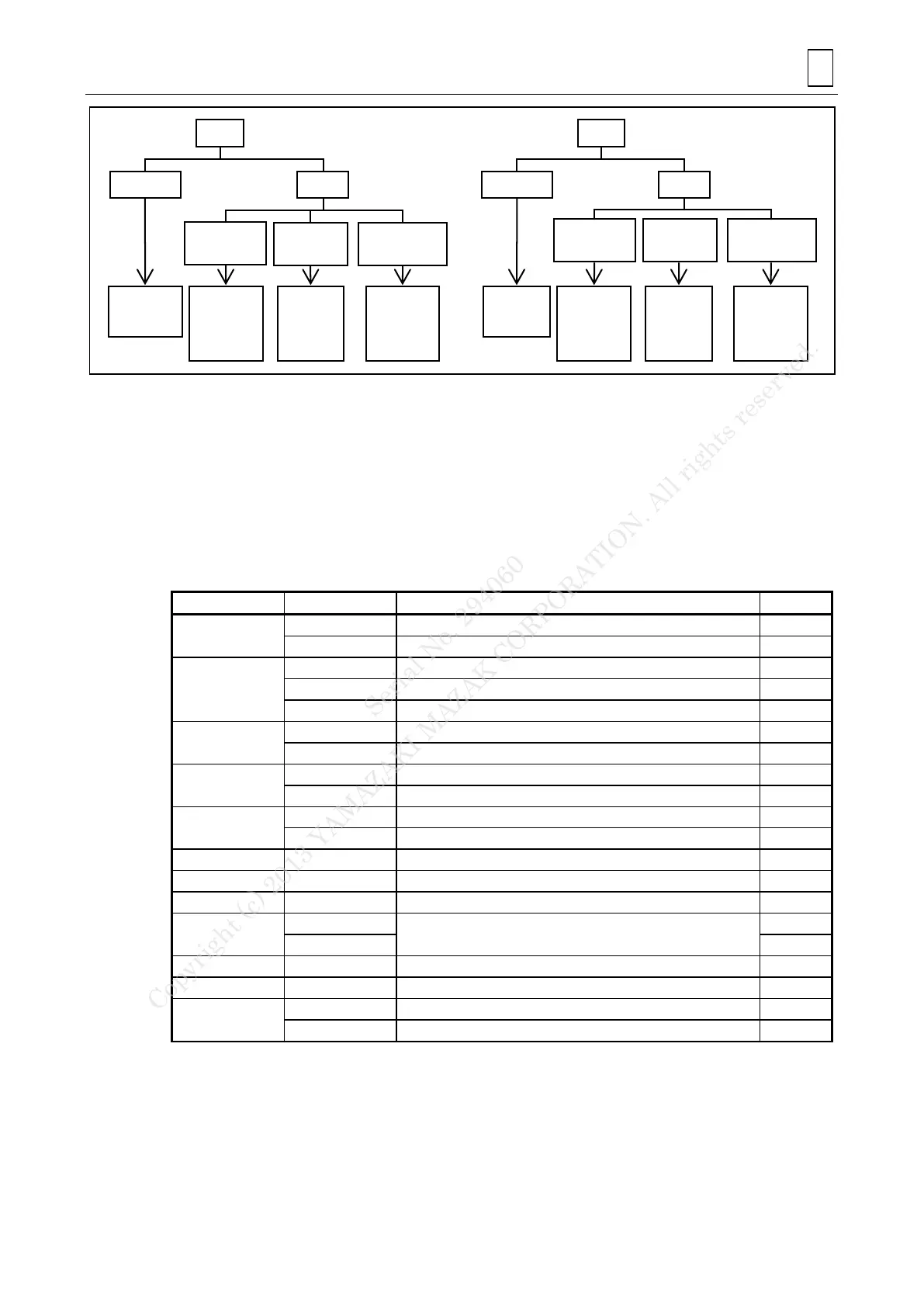
3. Modal command
This figure shows modal G-codes.
Initial condition G-codes may be commanded at the head of program for the case they are not
cancelled by previous operation (for example command G80 to cancel G82 left by the previous
operation).
The codes marked with are automatically selected in each group upon power-on or reset for
initializing the modal G codes. So they may not be commanded to start operation but sample
program includes those G code commands for a sake of safety.
Feed per minute (asynchronous)
Feed per revolution (synchronous)
Nose/Tool radius compensation OFF
Selection of workpiece coordinate system
Modal user macro call OFF
Inclined-plane machining OFF
Constant surface speed control ON
Constant surface speed control OFF
Serial No. 294060
Copyright (c) 2013 YAMAZAKI MAZAK CORPORATION. All rights reserved.
 Loading...
Loading...