5 SUPPLEMENT
5-20
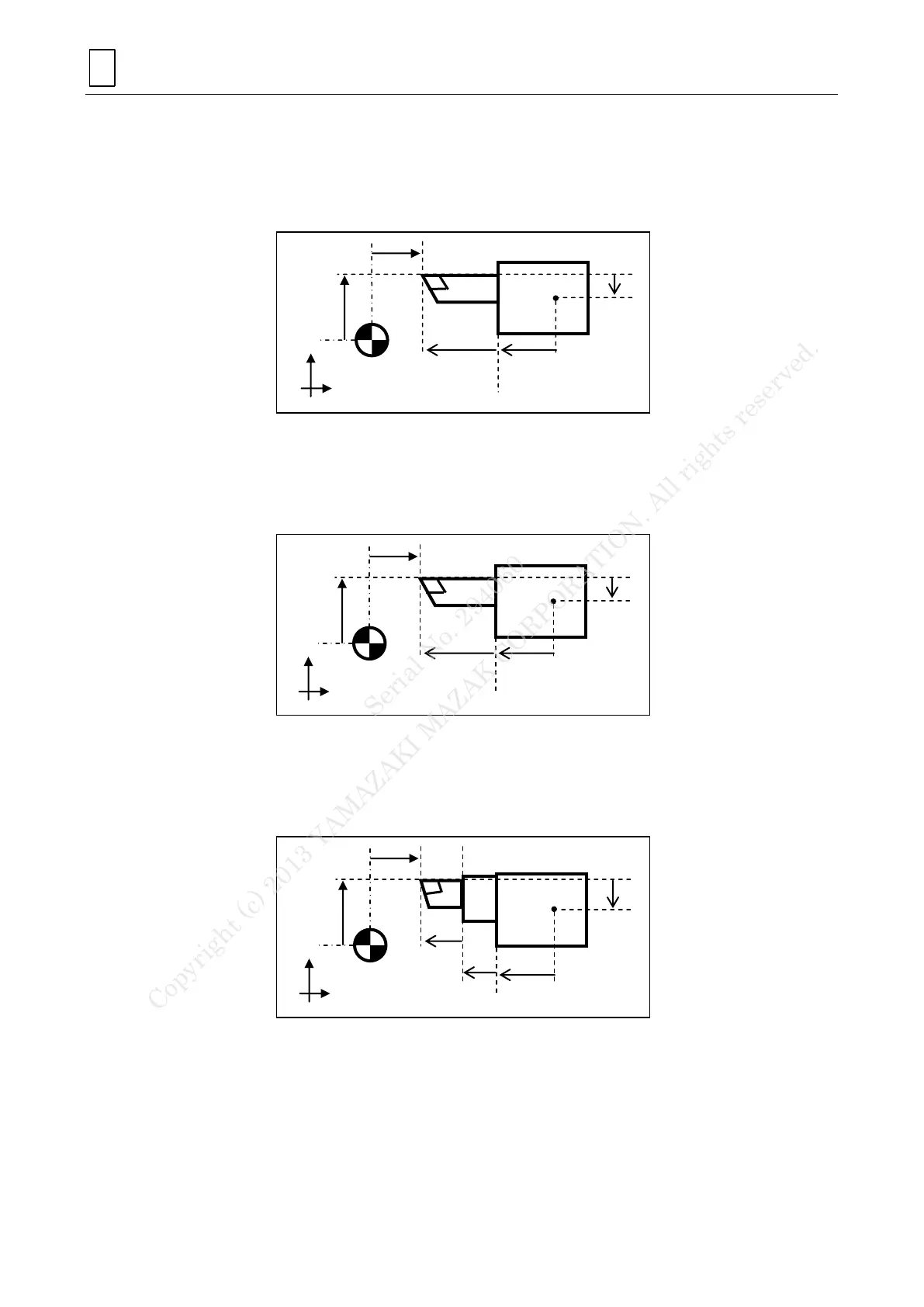
(b) Moving in G43 (with upper turret)
In G43 mode, the offset value commanded with H-code (or T-code) and parameter
BA62 is effective. A Parameter BA62 is meant the preset value for the distance from
the rotational center of the B-axis to the spindle edge.
Example 1: TOOL OFFSET (F93 bit3 = 0, F94 bit7 = 0)
G54
T001.02 T000 M06
G43 H1 P1
G90 G00 X30. Y0. Z20.
:
--- Tool change
--- Tool length offset
--- Axis motion command
Example 2: MAZATROL TOOL DATA (F93 bit3 = 1, F94 bit7 = 1)
G54
T001.02 T000 M06
(G43)
G90 G00 X30. Y0. Z20..
:
--- Tool change
--- (Omissible: G43 is effective in axis motion command after T-code.)
--- Axis motion command
Example 3: TOOL OFFSET + MAZATROL TOOL DATA (F93 bit3 = 1, F94 bit7 = 0)
G54
T001.02 T000 M06
G43 H1 P1
G90 G00 X30. Y0. Z20.
:
--- Tool change
--- Tool length offset
--- Axis motion command
LENGTH B
+ TOOL OFFSET (X)
Serial No. 294060
Copyright (c) 2013 YAMAZAKI MAZAK CORPORATION. All rights reserved.
 Loading...
Loading...