MACHINING PROGRAM 4
4-11
7. B-axis positioning
Perform B-axis positioning.
If the B axis is already indexed, it is not necessary to command B positioning here.
For turning, command B axis clamp (Turning spindle does not turn if B axis is being unclamped).
8. Spindle rotation command
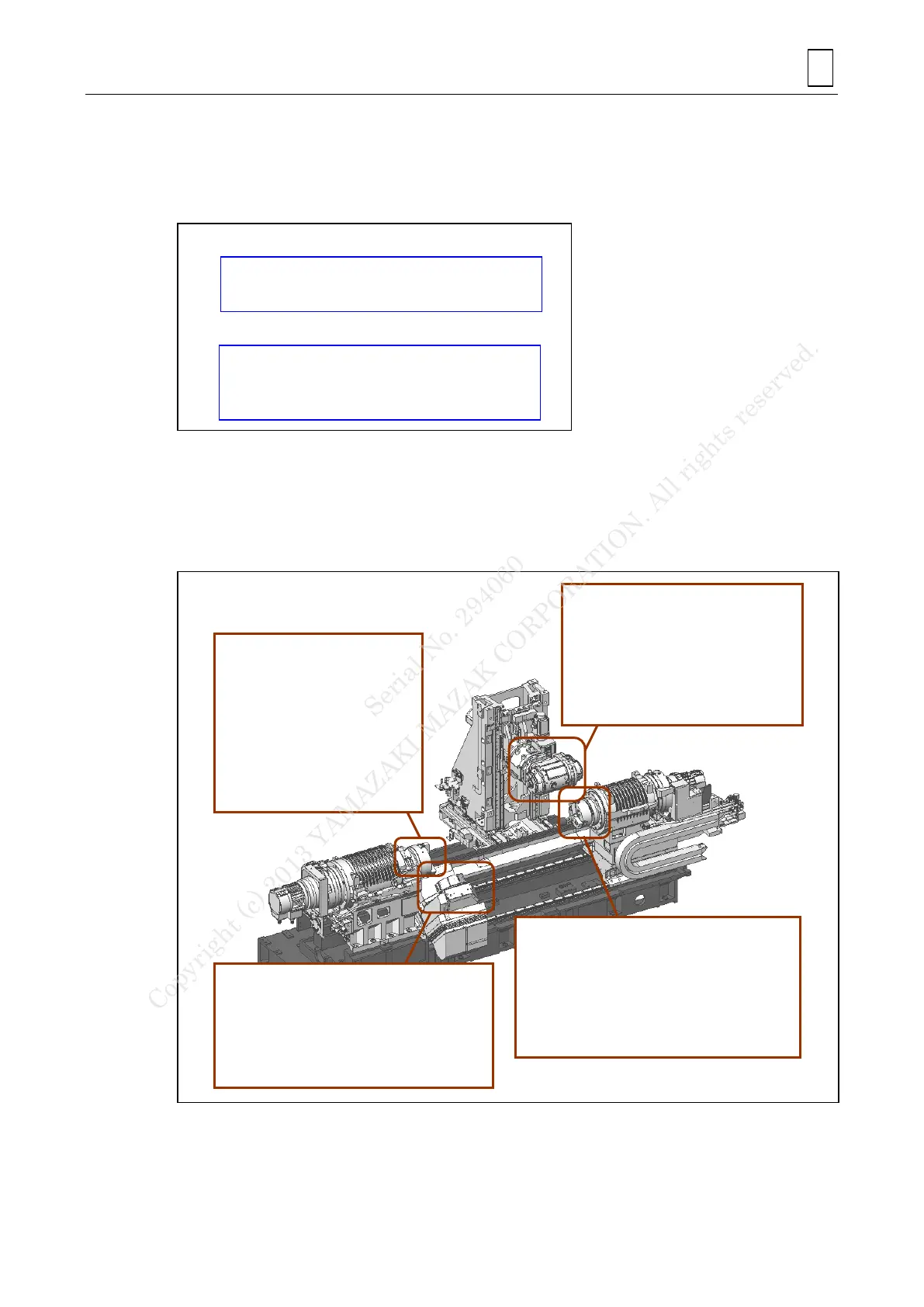
Command a rotation for Turning-Spindle/Milling-Spindle. M-codes are shown in the figure below.
S-address means rotational speed (G97) or surface speed (G96) by modal G-code group 17.
In case of Mill-machining, G96 cannot be used.
When G96 is used, command G92 to set the maximum min
-1
.
Milling Spindle (G109L1)
M03: Start of forward
milling spindle rotation
M04: Start of reverse
milling spindle rotation
(M05: Stop of milling spindle
rotation)
Turning spindle 1
M203: Turning Spindle 1
start of forward
rotation
M204: Turning Spindle 1
start of reverse
rotation
(M205: Turning spindle 1
Rotation stop)
Turning spindle 2
M303: Turning spindle 2
start forward rotation
M304: Turning spindle 2
start reverse rotation
(M305: Turning spindle 2 Rotation
stop)
Milling spindle (G109L2)
M03: Start of forward
milling spindle rotation
M04: Start of reverse
milling spindle rotation
(M05: Stop of milling spindle rotation)
M108 (B-axis unclamping)
G90G53B***.** (B-axis positioning)
M108 (B-axis unclamping)
G90G53B***.** (B-axis positioning)
M107 (B-axis clamping)
B-axis positioning(In case of turning)
Serial No. 294060
Copyright (c) 2013 YAMAZAKI MAZAK CORPORATION. All rights reserved.
 Loading...
Loading...