MACHINING PROGRAM 4
4-17
D. G-codes / M-codes
See the document [99 Supplement] for details.
G-codes
Tool length offset (+)
For turning tools
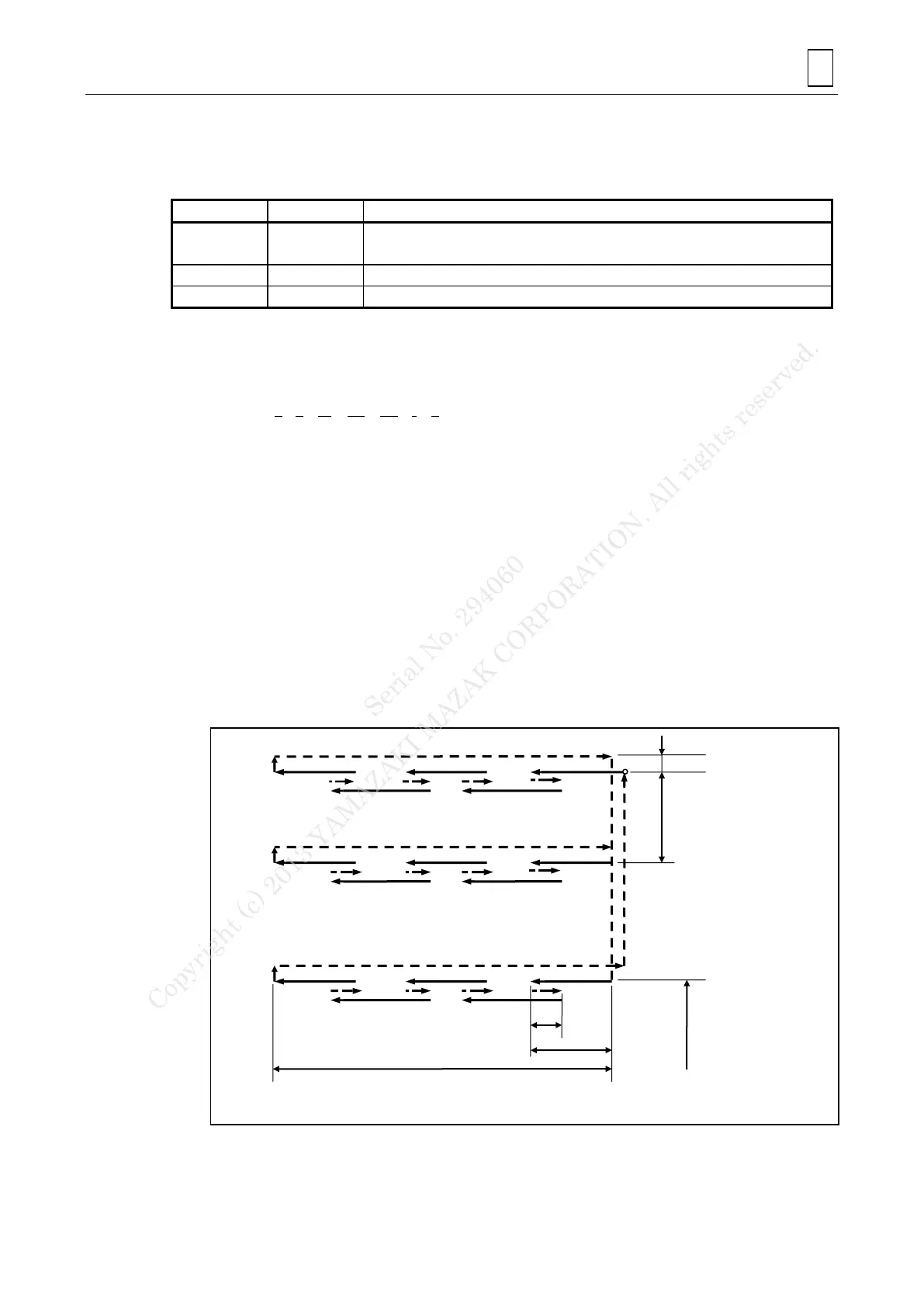
Longitudinal cut-off cycle
Longitudinal cut-off cycle G274
1. Programming format
G274 Re;
G274 Xx Zz Pi Qk Rd Ff Ss;
e : Return distance
The value is modal and remains valid until it is overwritten with a new value.
x : Final X-axis position in absolute/incremental data
z : Final Z-axis position in absolute/incremental data
i : X-axis movement step (in an absolute value)
k : Z-axis depth of cut (in an absolute value)
d : Tool escape distance at the bottom of cut
Normally set in an absolute value. When omitting the arguments X and P,
however, set the value with a sign as required for the direction of escape.
f : Feed function (rate of feed)
s : Spindle function
The distance “e” is set by parameter SU104 (pecking return distance in grooving process).
Serial No. 294060
Copyright (c) 2013 YAMAZAKI MAZAK CORPORATION. All rights reserved.
 Loading...
Loading...