SUPPLEMENT 5
5-7
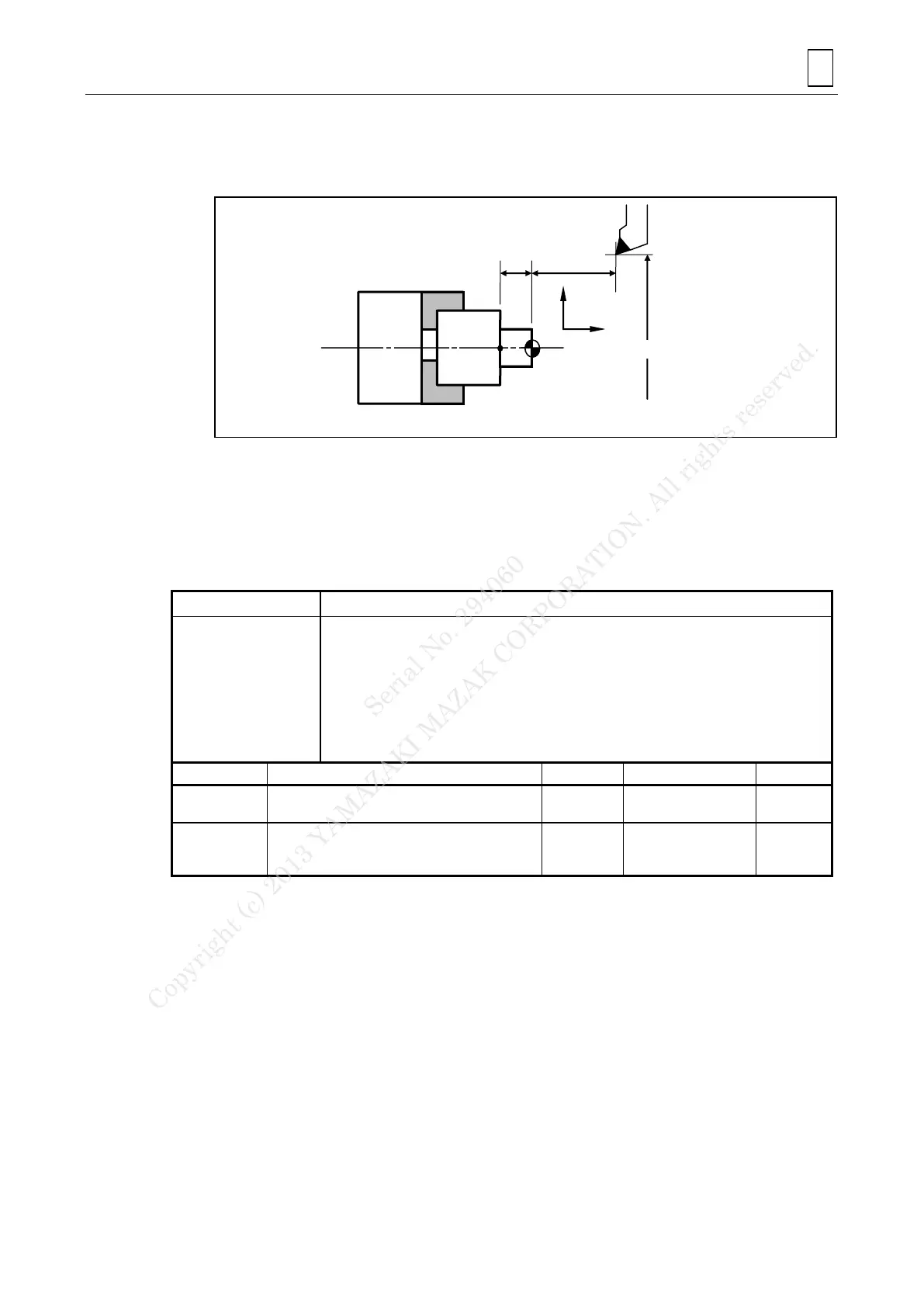
2. Sample program
G92 X350.0 Z300.0 (For setting a coordinate system with “workpiece zero point” as zero
point)
G92 X350.0 Z350.0 (For setting a coordinate system with point “A” as zero point)
3. Notes
The G92 function code causes the maximum or minimum spindle speed to be set
when it is used with argument S or Q.
Nose/Tool radius compensation is temporarily cancelled by G92.
I. Selection of machine coordinate system
1. Command
The above command permits moving the tool to the commanded position in the machine
coordinate system at the rate of rapid traverse. G53 is valid only for the commanded block.
To move a tool to the position specifically set for the machine including tool change
position, command G53 using the machine coordinate system. A base point on the
machine is referred to as the machine zero point. Machine zero point depends on machine
specifications. A coordinate system using machine zero point as the zero point of
coordinate system is referred to as machine coordinate system. The tool cannot always
move to the machine zero point. In some cases, machine zero point is set at a position to
which the tool cannot move.
The position in the machine coordinate system
(X, Y, Z-axis)
±99999.9999 (mm)
±9999.99999 (in)
The position in the machine coordinate system
(Additional axis)
±99999.9999(mm)
±9999.99999 (in)
±99999.9999 (°)
2. Notes
G53 with incremental command can be commanded, but it is meaningless.
Virtual axes cannot be commanded.
Serial No. 294060
Copyright (c) 2013 YAMAZAKI MAZAK CORPORATION. All rights reserved.
 Loading...
Loading...