SUPPLEMENT 5
5-61
17. G-code (Group27)
A. Workpiece setup error correction
1. Command
This function is provided to compensate for the error in setting a workpiece easily, without
having to rewrite the program section for describing the machining contour, by modifying the
workpiece coordinate system according to the error in question.
Number of the data set for workpiece setup error correction
2. Notes
Be sure to enter the G54.4 command (for selection as well as for cancellation)
independently.
The correction of tool attitude in question can be done in general by using either of the
two possible pairs of angles on the rotational axes concerned.
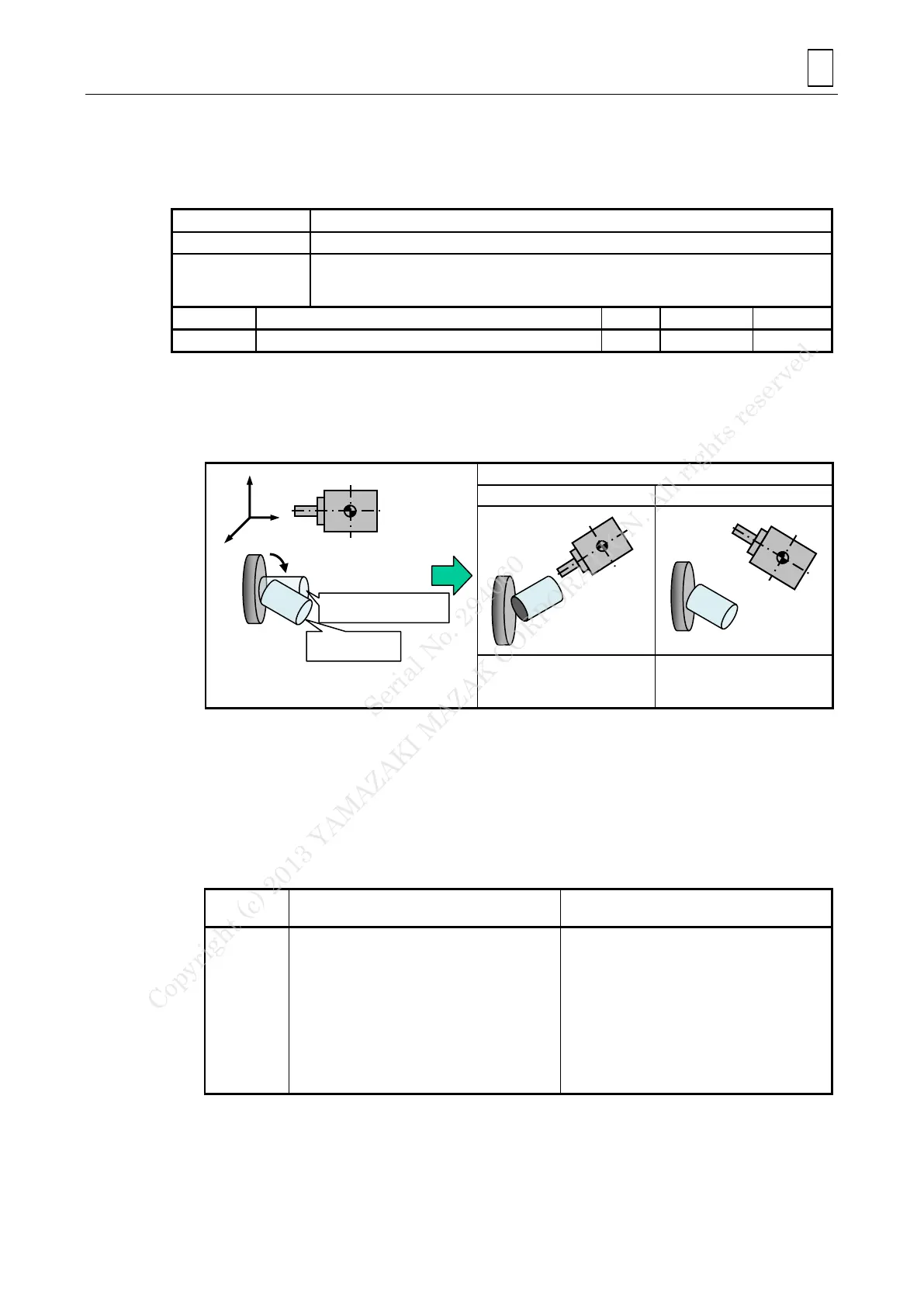
Pairs of angular positions for tool attitude correction
With a positive B-axis angle
With a negative B-axis angle
POSITION MACHINE
B 0. B 30.
C 0. C 180.
POSITION MACHINE
B 0. B –30.
C 0. C 0.
The selection between the two pairs is done as follows.
1. For the selection block with G54.4:
Selected is the pair for a method which requires smaller distance of angular motion
on the table’s rotational axis (for five-axis control machines of mixed type).
2. For all the other blocks:
The selection is done according to the setting of parameter F162 bit 1
(Type of passage through singular point for tool tip point control).
Selected is the pair for a method which results
in the angle of the tool’s rotational axis
obtaining the same sign as its initial position
(position at the startup by a G54.4 command).
Note: When the initial position on the tool’s
rotational axis is equal to 0, then
decision is made for the pair whose
angle of the tool’s rotational axis has
the same sign as the wider side of its
axis stroke.
Selected is the pair for a method which
requires smaller distance of angular motion on
the table’s rotational axis.
Programmed
command:
B = 0°
C = 0°
Error around Y-axis
Δb = -30°
Real workpiece
setup position
Ideal position (as on the
machining drawing)
Serial No. 294060
Copyright (c) 2013 YAMAZAKI MAZAK CORPORATION. All rights reserved.
 Loading...
Loading...