SUPPLEMENT 5
5-13
Note: The E command is also used for the number of threads in inch threading, and whether
the thread number or precision lead is to be designated can be selected by parameter
setting.
Ee command
0: Ee command is for thread cutting with precise lead (mm/rev, in/rev)
1: Ee command is for the number of threads per inch (thread/in)
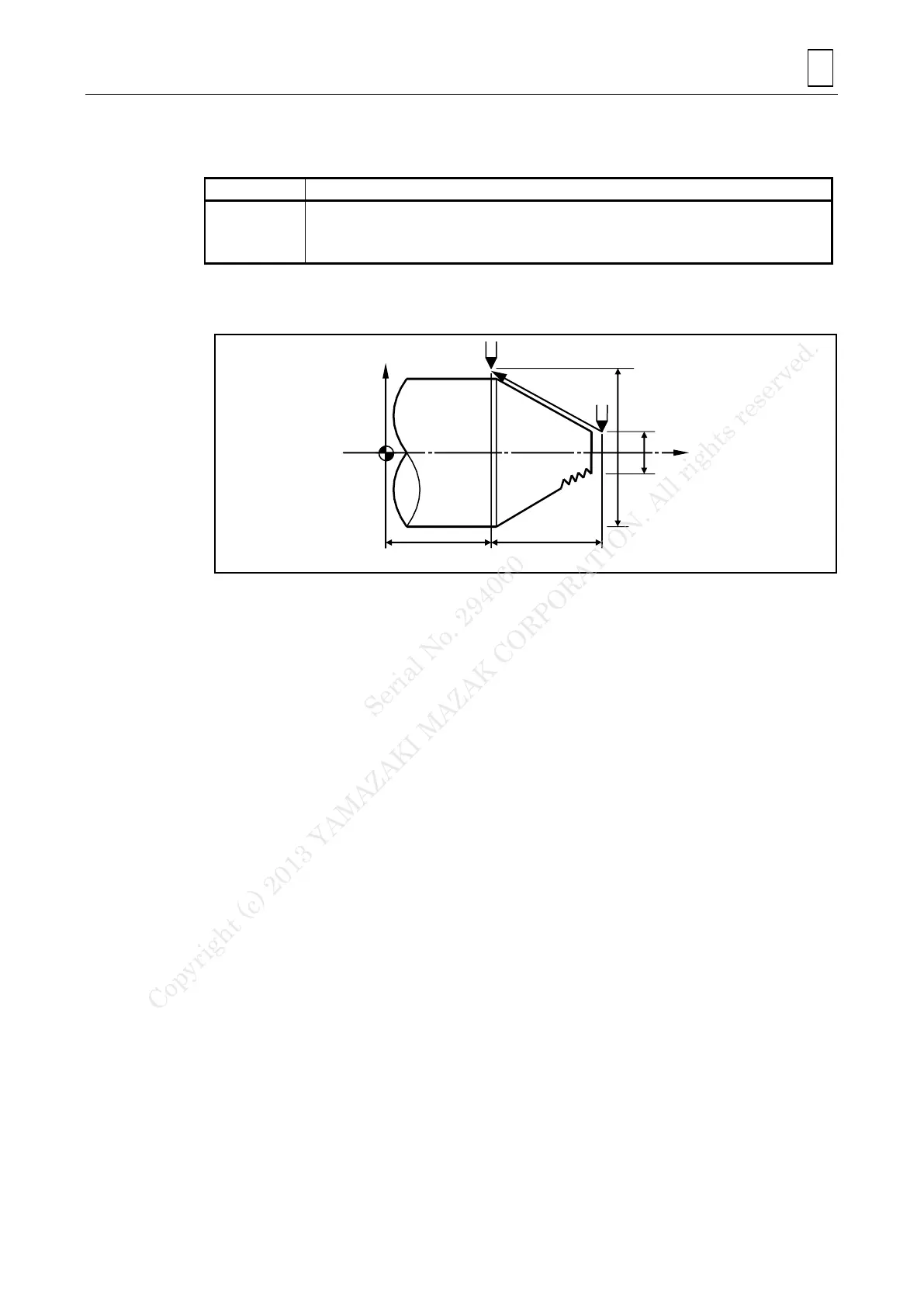
2. Sample program
G90 G32 X90.0 Z40.0 E12.34567 --- Absolute data command
G91 G32 X70.0 Z-50.0 E12.34567 --- Incremental data command
3. Notes
The constant surface speed control function should not be used here.
Synchronous feed applies for the threading commands even with an asynchronous
feed mode (G94).
When a threading command is programmed during tool nose radius compensation,
the compensation is temporarily cancelled and the threading is executed.
The threading command waits for the single rotation synchronization signal of the
rotary encoder and starts movement.
With this NC unit, however, movement starts without waiting for this signal when
another system issues a threading command during threading by one system.
Therefore, threading commands should not be issued by a multiple number of
systems.
Serial No. 294060
Copyright (c) 2013 YAMAZAKI MAZAK CORPORATION. All rights reserved.
 Loading...
Loading...