MACHINING PROGRAM 4
4-29
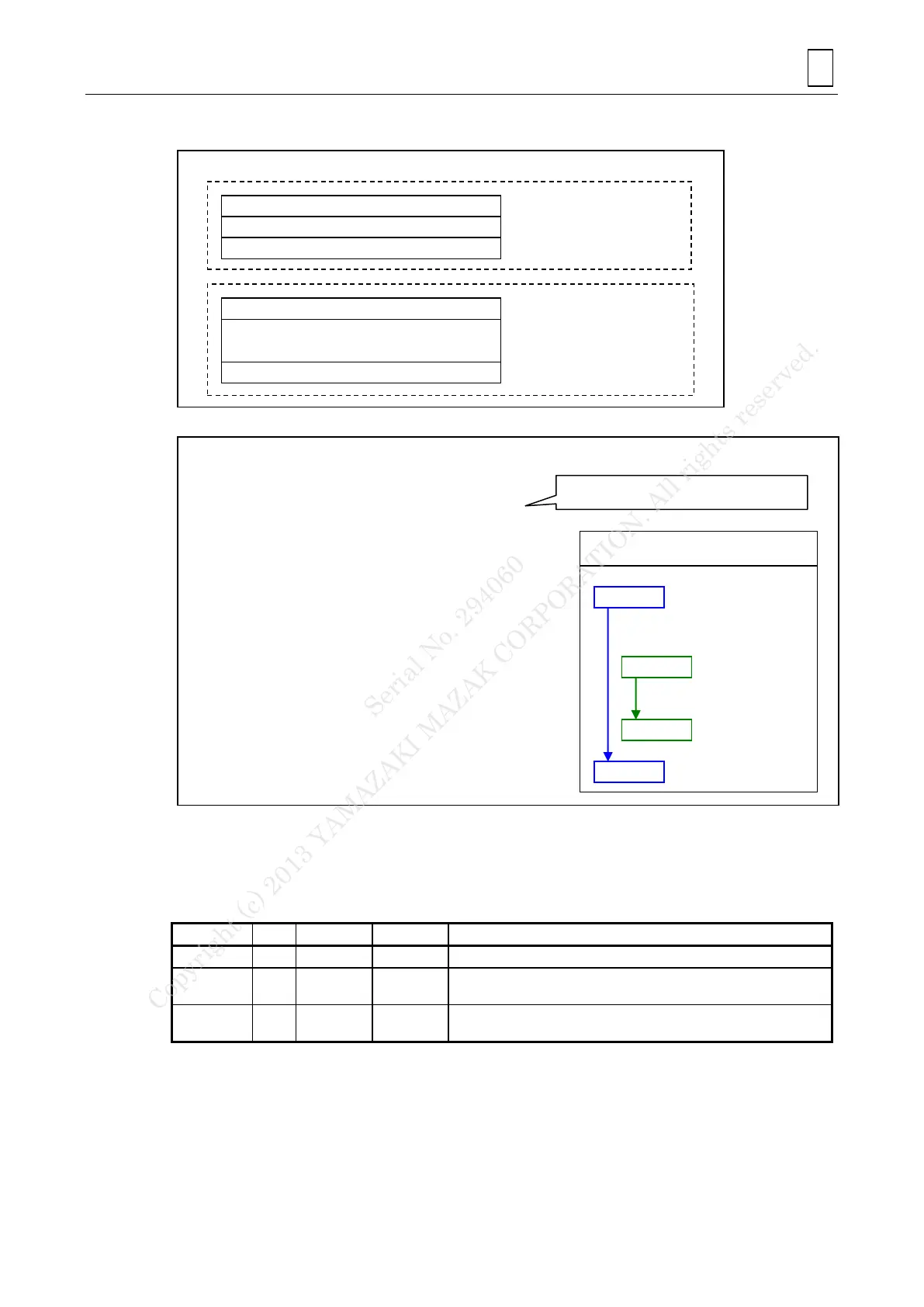
B. Program composition
C. Parameter setting
The main parameter of processing is described.
The table shows the standard parameter and setting set in this manual.
Parameter setting
Programming type for inclined-surface machining Type A
Moving axes by using G49 (tool length offset cancel) in G43 (tool
length offset) mode Invalid
Selection of table rotary axis reference position for inclined-surface
machining Table rotary axis 0-degree position as the reference
Note 1: Type A: Combined use with the other 5-axis machining functions, and cannot allow
interruption during Inclined-Plane machining
Note 2: Type B: Combined cannot use with the other 5-axis machining functions, and allowing
interruption during Inclined-Plane machining
G61.1
M108M212
G68.2 P1XxYyZzIiJjKk
G53.1
M107M210
G90G43XxYyZzHh
G1XxYyZzFf
(Machining nontour)
G0XxYyZz
G69
G64
Machining motion of program composition –Inclined plane machining-
--- Geometry compensation
--- Rotation axes unclamping
--- Inclined-plane machining
Using roll, pitch, and yaw angle
--- Tool-angle direction control
--- Rotation axes unclamping
--- Tool length offset
--- Head block for machining contour
--- machining contour
--- Escape
--- Inclined-plane machining
--- Geometry compensation OFF
Command G68.2 while in the G61.1
mode.
BC axes need to be unclamped prior to
G53.1. as G53.1 indexes the rotary axes.
Instruction in
preparation motion
for machining
Instruction in
machining motion
Inclined-plane machining
Roll, pitch, and yaw angle
Program composition element
Serial No. 294060
Copyright (c) 2013 YAMAZAKI MAZAK CORPORATION. All rights reserved.
 Loading...
Loading...