Programming manual.
CNC 8070
TECHNOLOGICAL FUNCTIONS
6.
Feedrate related functions
·101·
(REF: 1709)
Considerations
Adapting the feedrate (G108 and G109) is only available when the manufacturer has set the
CNC to operate with either trapezoidal or square-sine (bell shaped) acceleration. Feedrate
interpolation (G193) is only available when the manufacturer has set the CNC to operate
with linear acceleration. The type of acceleration active at the CNC may be consulted in
general machine parameter SLOPETYPE.
By default, the CNC applies the most restrictive feedrate adaptation in each situation without
exceed the feedrate defined for each block. In other words, the CNC applies G108 to raise
the feedrate and G109 to lower it.
Properties of the functions
Functions G108, G109 andG193 are not modal.
On power-up, after executing an M02 or M30, and after an EMERGENCY or RESET, the
CNC applies function G108 to accelerate and G109 to decelerate.
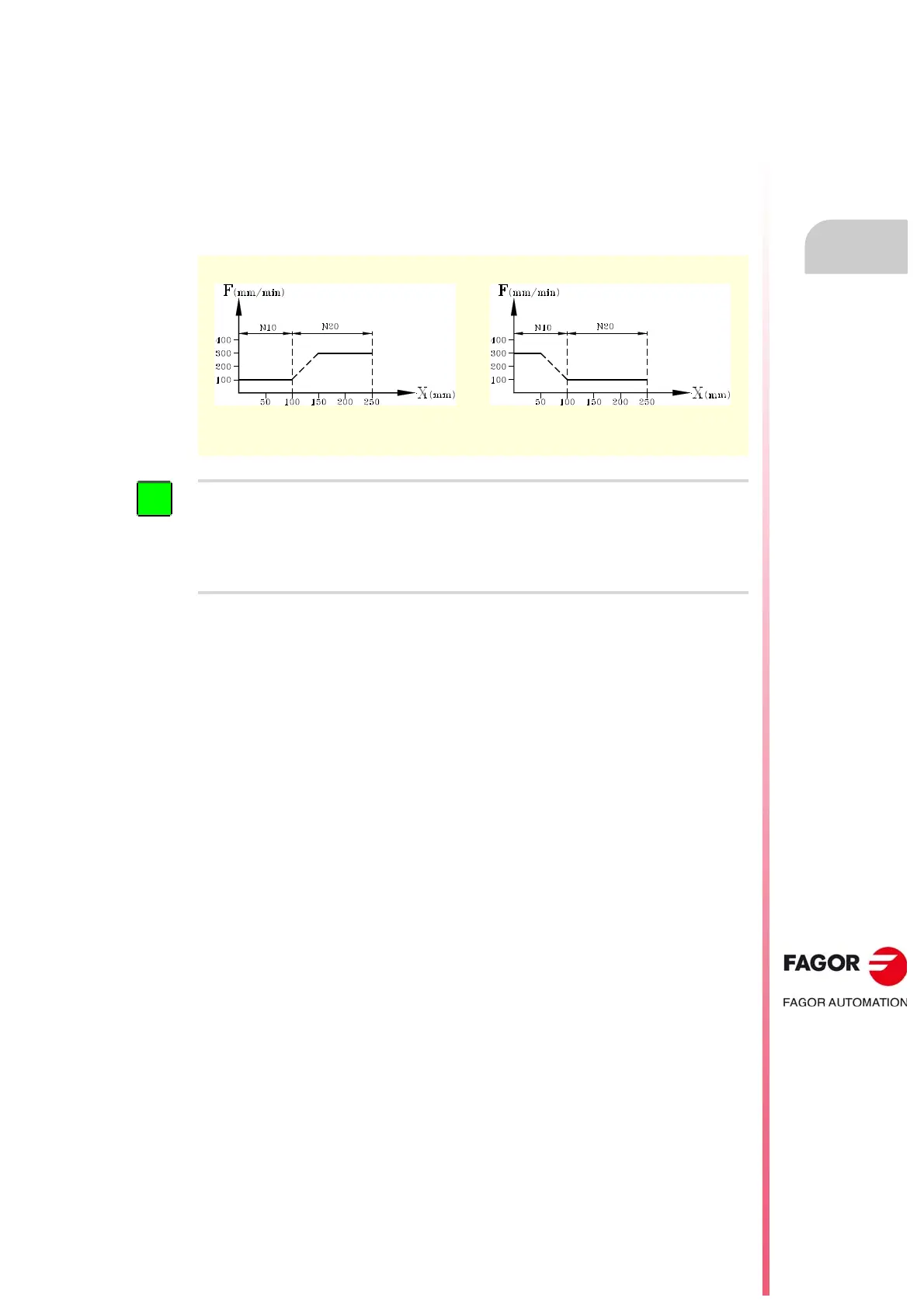
Raise the feedrate, G108. Lower the feedrate, G109.
N10 G01 X100 F100
N20 X250 F300
N10 G01 X100 F300
N20 X250 F100
The CNC will not interpolate the feedrate for the mirror image with a reduced feedrate. In this situation,
as the axis reaches F0 at the end of the block before G193 (mirror image point), it performs the next
movement at the programmed feedrate along with to G193.
N10 G0 X1100
N20 G01 X1000 F120
N30 G01 G193 X2000 F100 ; Mirror image of movement with a reduced feedrate.
 Loading...
Loading...





