Programming manual.
CNC 8070
11.
GEOMETRY ASSISTANCE
Corner rounding, radius blend, (G36)
·202·
(REF: 1709)
11.4 Corner rounding, radius blend, (G36)
G36 may be used to round a corner with a particular radius without having to calculate either
the center or the starting and ending points of the arc.
Programming
The rounding definition must be programmed between the two paths that define the corner
to be rounded. These paths may be linear and/or circular.
The programming format is "G36 I<radius>", where the radius value is programmed in
millimeters or in inches, depending on which are the active units.
Considerations
The "I" value of the rounding radius remains active until another value is programmed,
therefore, it won't be necessary to program it in successive rounding operations with the
same radius.
The "I" value of the rounding radius is also used by functions:
G37 (Tangential entry) as entry radius.
G38 (Tangential exit) as exit radius.
G39 (corner chamfering) as size of the chamfer.
This means that the rounding radius set in G36 will be the new value of the entry radius, exit
radius or chamfer size when programming one of these functions or vice versa.
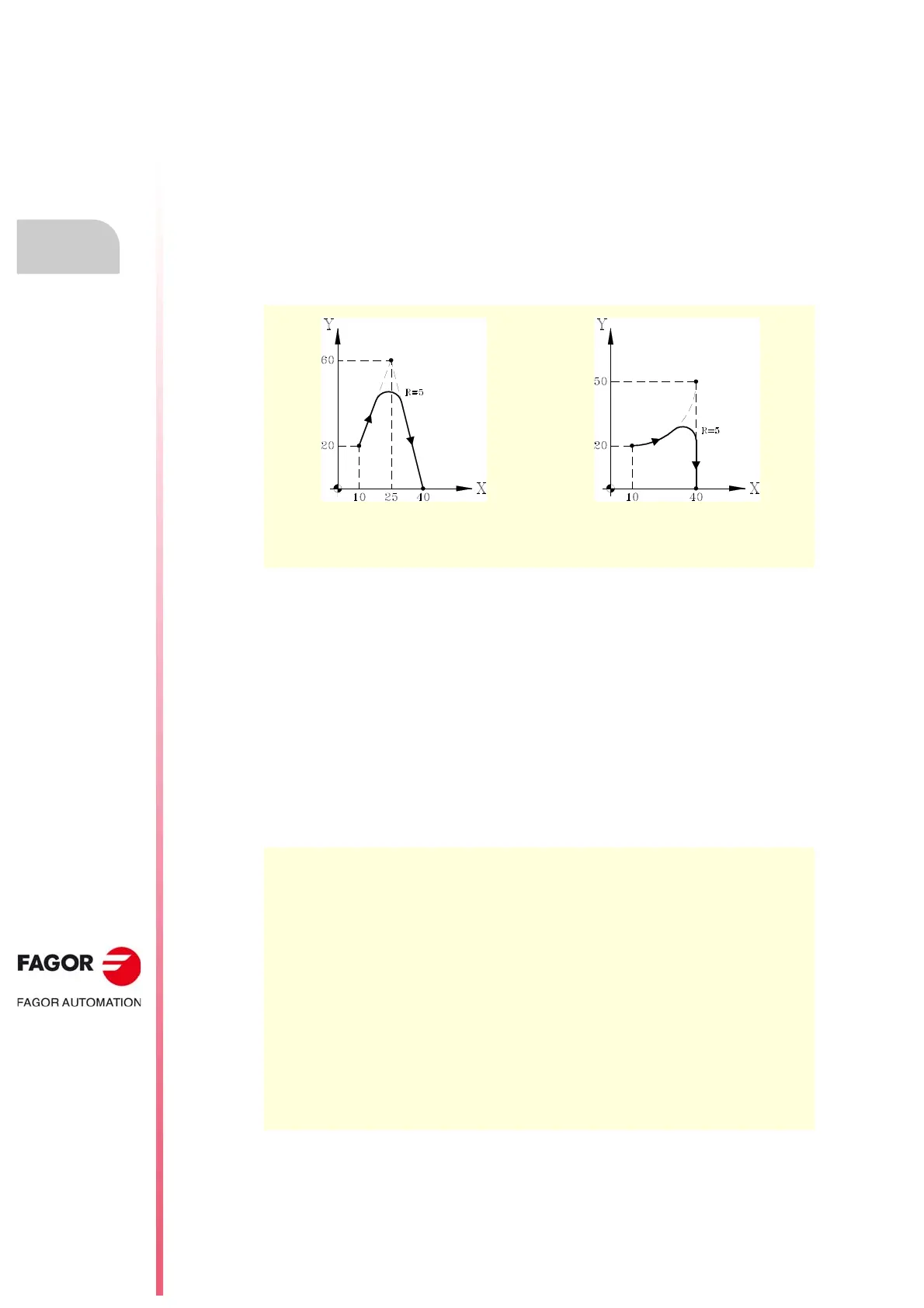
G01 G90 X25 Y60
G36 I5
G01 X40 Y0
G03 G90 X40 Y50 I0 J30
G36 I5
G01 X40 Y0
N10 G01 X10 Y10 F600
N20 G01 X10 Y50
N30 G36 I5 (Rounding. Radius=5)
N40 G01 X50 Y50
N50 G36 (Rounding. Radius=5)
N60 G01 X50 Y10
N70 G39 (Chamfer. Size=5)
N80 G01 X90 Y10
N90 G39 I10 (Chamfer. Size=10)
N100 G01 X90 Y50
N110 G36 (Rounding. Radius=10)
N120 G01 X70 Y50
N130 M30