Programming manual.
CNC 8070
TOOL COMPENSATION
13.
Tool radius compensation
·241·
(REF: 1709)
13.1 Tool radius compensation
Radius compensation is applied in the active work plane, previously selected using functions
G17 (XY plane), G18 (ZX plane), G19 (YZ plane) or G20 (user defined plane).
Programming
The functions for selecting tool radius compensation are:
G41 Left-hand tool radius compensation.
G42 Right-hand tool radius compensation.
G40 Cancellation of tool radius compensation.
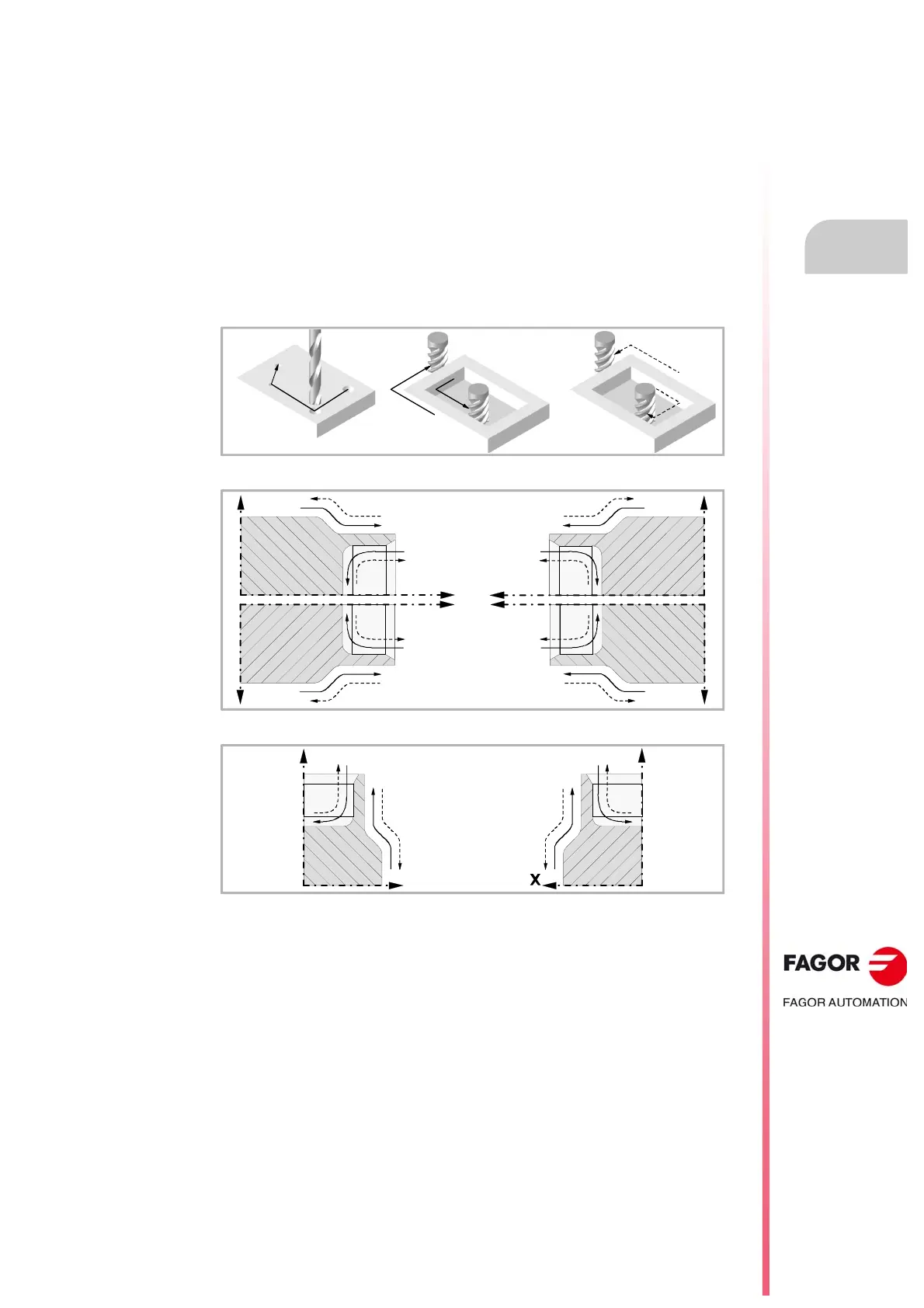
Tool radius compensation on a milling machine.
Tool radius compensation on a horizontal lathe.
Tool radius compensation on a vertical lathe.
Depending on the type of compensation selected (G41/G42), the CNC will place the tool will
be placed to the left or to the right of the programmed path along the machining direction
and will apply the compensation value. If no tool compensation is selected (G40), on a milling
machine the CNC will place the tool center right on the programmed tool path; on a lathe,
the CNC will place the theoretical tool tip on the programmed path.
When the radius compensation is active, the CNC analyzes the blocks to be executed
beforehand, in order to detect any compensation errors related to steps, null arcs, etc. If any
are detected, the blocks in which they originate will not be executed and a warning will appear
on screen to warn the user that the programmed profile has been modified. A warning will
come up for every profile correction made.
Properties of the functions
Functions G40,G41 and G42 are modal and incompatible with each other. On power-up, after
executing an M02 or M30, and after an EMERGENCY or RESET, the CNC assumes function
G40.
G41
G42
G41
G42
G41
G42
G41
G42
Z
X
Z
X
G42
G41
G42
G41
G41 G41
G42
G42
Z
Z
XX
G42 G41
G42
Z
X
G41
G42G41
G42
Z
G41