Programming manual.
CNC 8070
COORDINATE SYSTEM
3.
Absolute (G90) or incremental (G91) coordinates.
·63·
(REF: 1709)
3.2.1 Rotary axes.
The CNC admits different ways to configure a rotary axis depending on how it is going to
move. Hence, the CNC can have rotary axes with travel limits, for example between 0º and
180º (linearlike rotary axis); axes that always move in the same direction (unidirectional
rotary axis); axes that choose the shortest path (positioning-only rotary axis).
All rotary axes must be programmed in degrees; therefore, they will not be affected by the
mm-inch conversion. The number of revolutions the axis will turn when programming a
distance greater than the module depends on the type of axis. The limits to display the
position values (coordinates) also depend on the type of axis.
Linearlike rotary axis.
The axis behaves like a linear axis, but it is programmed in degrees. The CNC displays the
position values between the travel limits.
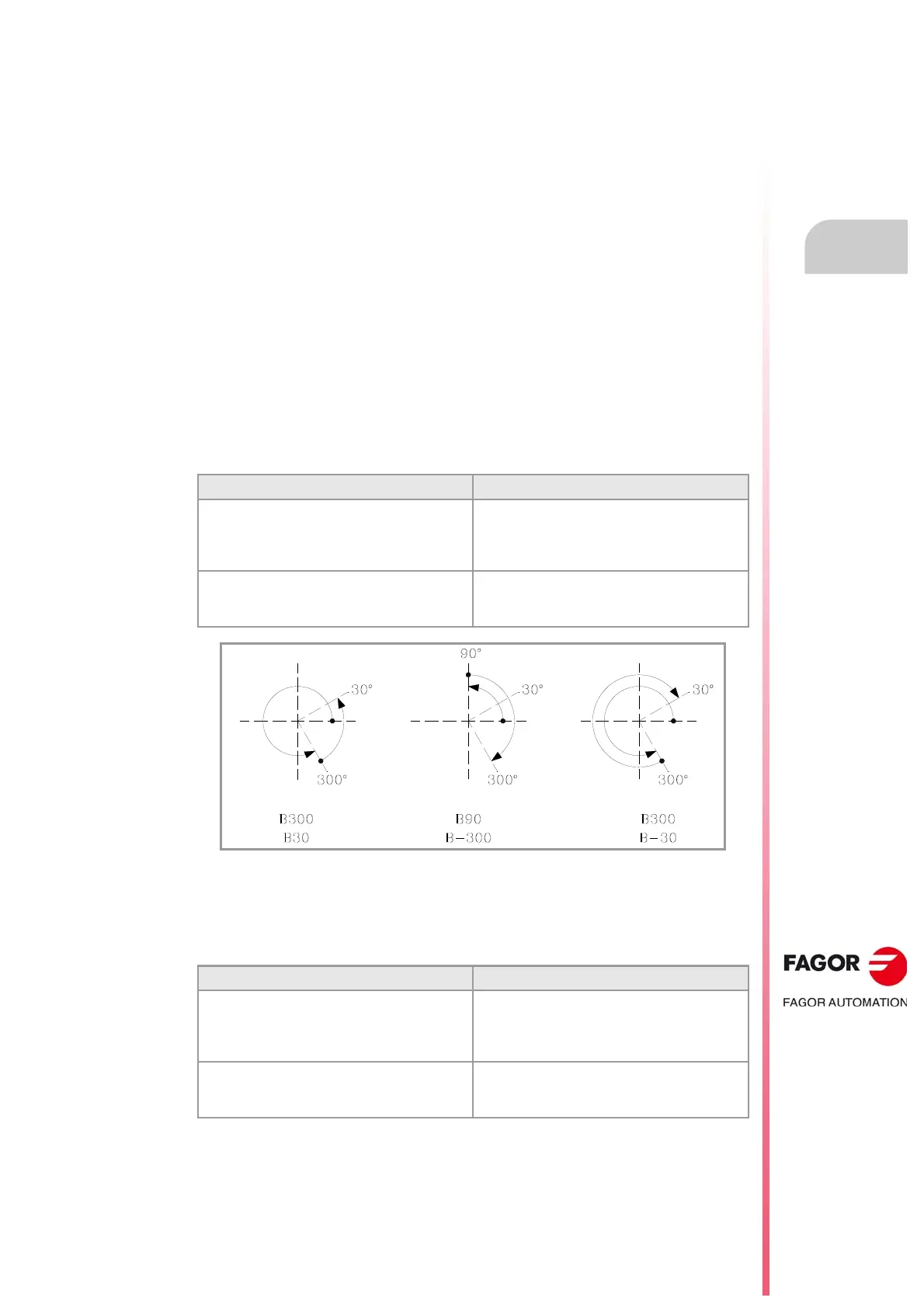
Normal rotary axis.
This type of rotary axis can turn in both directions. The CNC displays the position values
between the limits of the module.
Unidirectional rotary axis.
This type of rotary axis only moves in one direction, the one that has been preset for it. The
CNC displays the position values between the limits of the module.
G90 movements. G91 movements.
The sign of the position value indicates the
moving direction; the absolute position value
indicates the target position.
Normal incremental movement. The sign of the
position value indicates the moving direction; the
absolute position value indicates the position
increment.
Even if the programmed distance is greater than
the module, the axis never turns more than one
revolution.
If the programmed distance is greater than the
module, the axis turns more than one revolution.
G90 movements. G91 movements.
The axis moves in the preset direction up to the
programmed position.
The axis only admits movements in the preset
direction. The sign of the position value indicates
the moving direction; the absolute position value
indicates the position increment.
Even if the programmed distance is greater than
the module, the axis never turns more than one
revolution.
If the programmed distance is greater than the
module, the axis turns more than one revolution.