Programming manual.
CNC 8070
3.
COORDINATE SYSTEM
Programming in radius (G152) or in diameters (G151).
·66·
(REF: 1709)
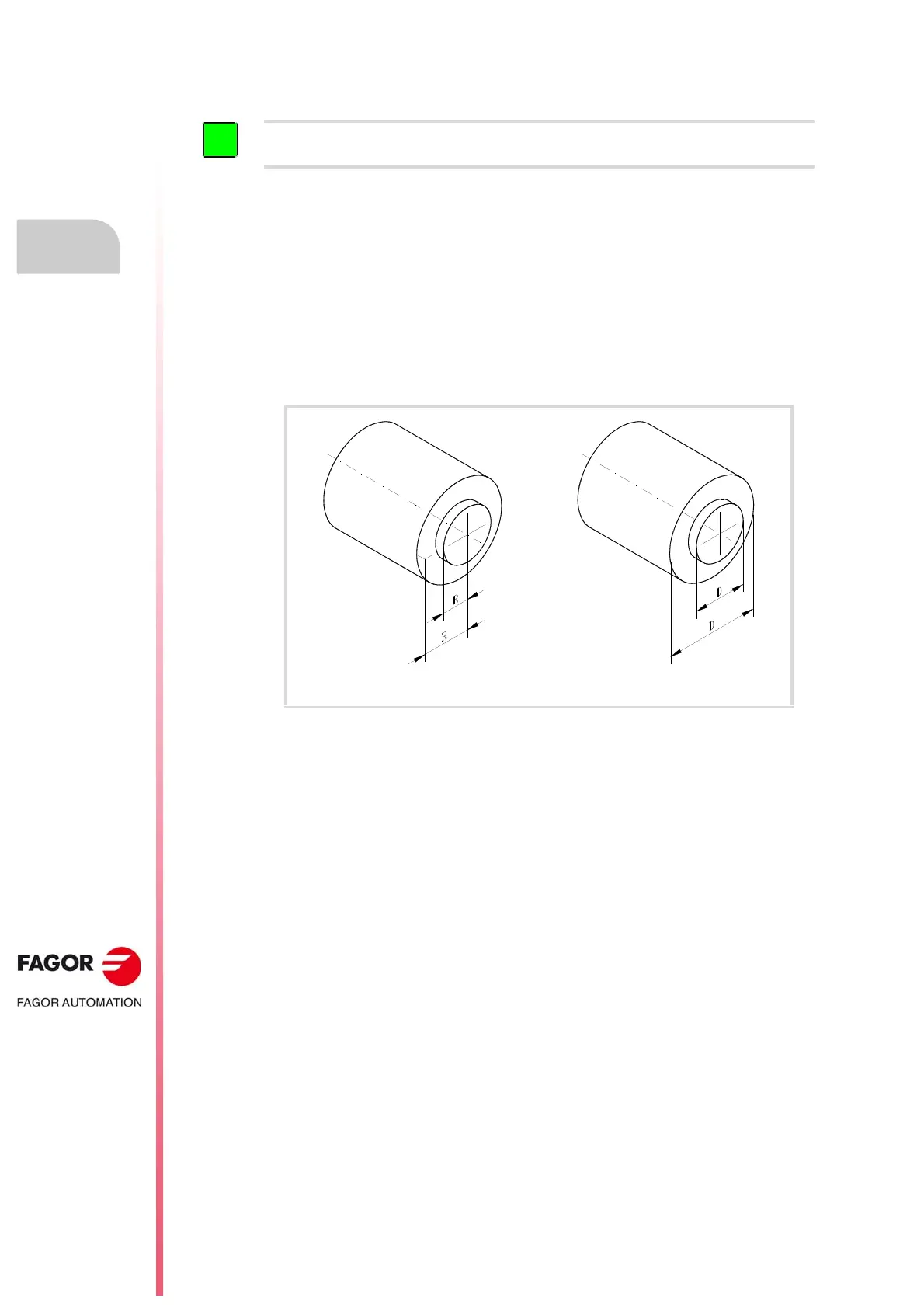
3.4 Programming in radius (G152) or in diameters (G151).
Programming in radius or diameters may be selected by program with these functions:
G151 Programming in diameters.
G152 Programming in radius.
These functions may be programmed anywhere in the program and they don't have to go
alone in the block.
Operation
After executing one of these functions, the CNC assumes that programming mode for the
following blocks.
When switching programming modes, the CNC changes the way it displays the coordinates
of the corresponding axes.
Function properties
Functions G151 and G152 are modal and incompatible with each other.
On power-up, after executing an M02 or M30, and after an EMERGENCY or RESET, the
CNC assumes function G151 if machine parameter DIAMPROG of any of the axes is set
to YES.
The following functions are oriented to lathe type machines. Programming in diameters is only available
on the axes allowed by the machine manufacturer (DIAMPROG=YES).
Programming in radius. Programming in diameters.