Programming manual.
CNC 8070
ORIGIN SELECTION
5.
Zero offset cancellation (G53)
·93·
(REF: 1709)
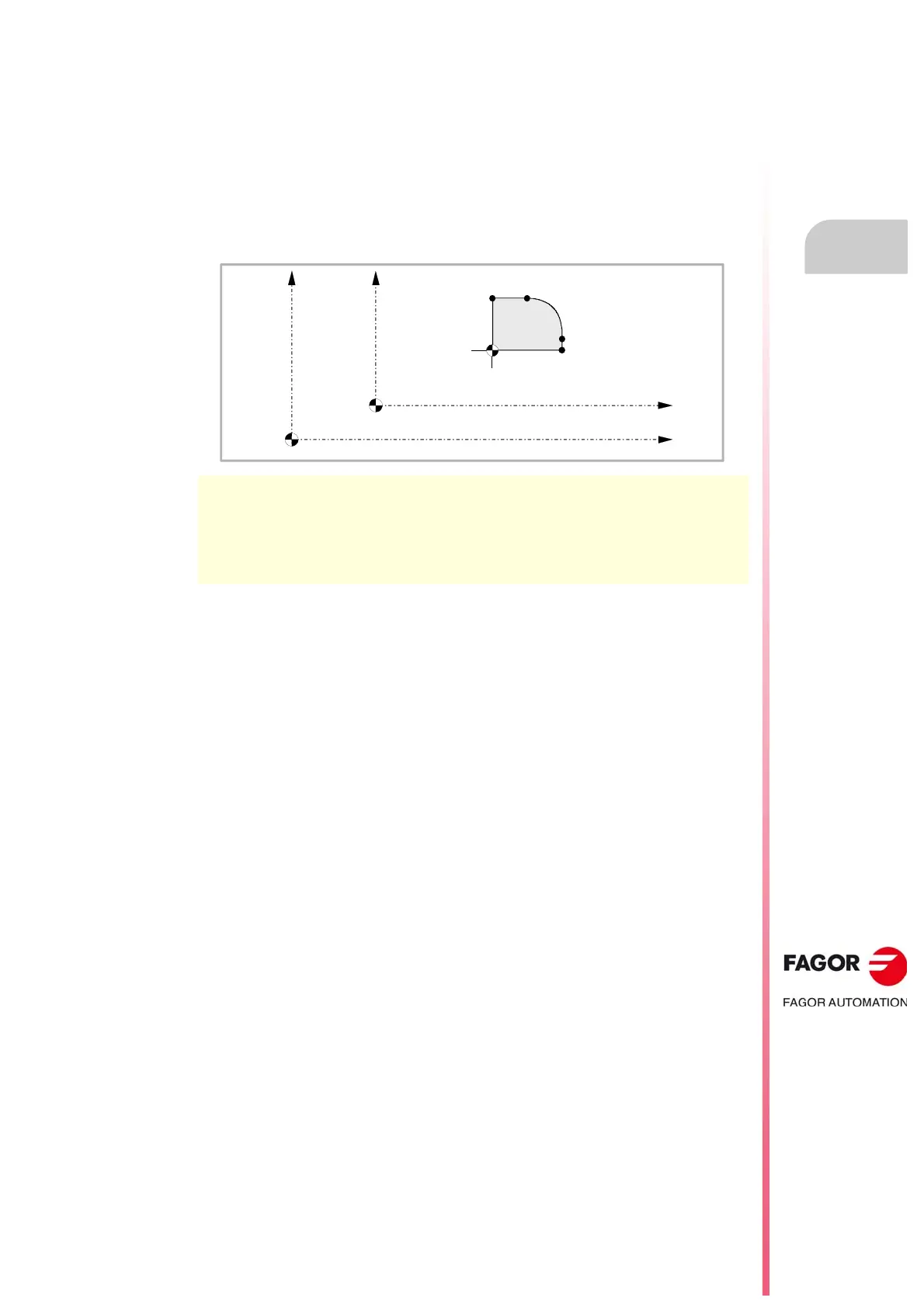
5.6 Zero offset cancellation (G53)
Executing function G53 cancels the active zero offset resulting either from a preset (G92)
or from a zero offset, including the incremental offset and the defined axis exclusion. It also
cancels the zero offset due to a probing operation.
Fixture offsets and PLC offsets are not affected by this function.
Contrary to the #MCS and #MCS ON/OFF instructions that always execute movements
referred to machine zero, function G53 allows to execute movements referred to the fixture
zero (if it is active).
Function G53 may be programmed in any block of the program. When added to a block with
path information, the offset or preset is canceled before executing the programmed
movement.
Considerations
Function G53, by itself, does not cause any axis movement.
Function properties
Function G53 is modal and incompatible with function G92, zero offsets and probing.
N10 V.G.FIX=1 (Activate fixture offset. Program with respect to OF)
N20 G54 (Apply the zero offset. Program with respect to OW)
N30 #MCS X20 Y20 (Activate machine coordinate system. Program with respect to OM)
N40 G01 X60 Y0 (Program with respect to OW)
N50 G53 (Cancel zero offset G54. Program with respect to OF)